 s
ss
Par Denis Bergeron
|
|
 |
SIGNETS
NDLR: Le présent dossier fait référence à l'excellent livre de Jean Texereau "LA CONSTRUCTION DU TÉLESCOPE D'AMATEUR" dont il est possible de télécharger la version complète en français en format PDF à l'adresse indiqué dans la section RESSOURCES à la fin du dossier. Il est fortement recommandé de se procurer cet ouvrage et de le lire. Vous en apprendrez encore davantage sur la fabrication des miroirs de télescope.
Les sections traitant de la parabolisation et de la finition du miroir contiennent des explications détaillées sur les normes qu'il faut atteindre pour obtenir un miroir de haute qualité. Il n'est pas nécessaire de maîtriser en profondeur cette partie bien que cela vous serait bien utile. Le logiciel TEX permet d'analyser la courbure de votre miroir et de déterminer s'il répond aux normes.
La fabrication des miroirs et des télescopes est un projet fascinant qui vous apprendra énormément de choses. Le présent dossier devrait vous permettre de réaliser cet objectif. Je vous souhaite bonne chance dans votre projet.
![]() Au début des années 1970, la
fabrication de miroirs de télescopes était une activité très florissante à la
Société d'astronomie de Montréal (SAM). Plusieurs amateurs s'étaient donnés comme
défi de fabriquer entièrement leur télescope et particulièrement la pièce
maîtresse: LE MIROIR. Certains ont raflés de nombreux prix au niveau de la qualité optique de leurs
instruments dans les concours de fabricants de télescopes amateurs. De nos
jours, la construction de miroirs de télescopes est devenu malheureusement une
activité beaucoup plus rare.
Au début des années 1970, la
fabrication de miroirs de télescopes était une activité très florissante à la
Société d'astronomie de Montréal (SAM). Plusieurs amateurs s'étaient donnés comme
défi de fabriquer entièrement leur télescope et particulièrement la pièce
maîtresse: LE MIROIR. Certains ont raflés de nombreux prix au niveau de la qualité optique de leurs
instruments dans les concours de fabricants de télescopes amateurs. De nos
jours, la construction de miroirs de télescopes est devenu malheureusement une
activité beaucoup plus rare.
J'ai moi-même fabriqué plus d'une
quinzaine de miroirs variant de 7cm (3") à 30cm (12") ayant différentes
longueurs focales. Je suis particulièrement fier d'avoir fabriquer moi-même mon
miroir 15cm F4.2 (FL: 640mm) dont j'ai gagné un prix d'optique en 1973 ainsi que le télescope qui le supporte.
Encore aujourd'hui, je me sers toujours de mon instrument pour observer et découvrir les
merveilles du ciel. Ce
 télescope est à court foyer donc très compact pour le
transporter et très facile à utiliser. Sa courte longueur focale en fait
télescope est à court foyer donc très compact pour le
transporter et très facile à utiliser. Sa courte longueur focale en fait un télescope idéal pour observer les amas stellaires, les nébuleuses étendues, les
galaxies et particulièrement les comètes. Par contre, fabriquer un miroir de
courte longueur focale demande beaucoup de rigueur. Les
tolérances pour la parabole sont particulièrement étroites. C'est
la raison qu'on voit très peu de miroirs de courtes focales (F4) sur le marché.
Le prix pour ce genre de miroir est assez élevé. On retrouvera plutôt des
miroirs de rapport focal autour de F5 et plus qui sont beaucoup plus faciles à fabriquer.
un télescope idéal pour observer les amas stellaires, les nébuleuses étendues, les
galaxies et particulièrement les comètes. Par contre, fabriquer un miroir de
courte longueur focale demande beaucoup de rigueur. Les
tolérances pour la parabole sont particulièrement étroites. C'est
la raison qu'on voit très peu de miroirs de courtes focales (F4) sur le marché.
Le prix pour ce genre de miroir est assez élevé. On retrouvera plutôt des
miroirs de rapport focal autour de F5 et plus qui sont beaucoup plus faciles à fabriquer.
Fabriquer un miroir nous apprend à découvrir l'optique des télescopes et à mettre à profit nos talents pour produire un produit de très haute qualité qui nous donnera une grande satisfaction une fois le télescope terminé. Il existe d'excellents livres et beaucoup de ressources sur Internet pour fabriquer soi-même son propre miroir et son télescope. J'en donnerai quelques références à la fin du présent dossier. Pour ceux que ça pourrait intéresser, j'ai pensé écrire ce petit document qui explique le plus simplement possible, sans entrer trop profondément dans les détails trop compliqués, les étapes de fabrication d'un miroir de télescope. A la lecture de ce document, vous aurez en main tout ce qu'il faut savoir pour fabriquer votre propre miroir de télescope. Prenez le temps de lire et de comprendre les différentes notions présentées.
La lumière visible fait partie du spectre électromagnétique que notre oeil est capable de détecter. Elle serait constitué de photons qui vibrent avec une certaine amplitude et une certaine longueur d'onde suivant une loi sinusoïdale. Elle voyage à une vitesse d'environ 300 000 km/sec. Elle est composé de différentes longueurs d'onde selon la couleur qui varie du rouge au violet. Dans le présent dossier, on ne tiendra compte que de la lumière jaune-vert ayant une longueur d'onde de 0.56 micron (0.000022 pouce). Cette longueur d'onde correspond à la couleur qui est la plus sensible à l'oeil humain.
De par sa nature ondulatoire, la longueur d'onde de la lumière (appelé LAMBDA) peut être en phase ou non. Si la longueur d'onde devient déphasé, elle subit une interférence et elle peut même s'annuler si le déphasage est égal à une demi-longueur d'onde. Venant de l'infini, la lumière des astres arrive comme une surface plane appelé FRONT D'ONDE. Lorsqu'un objectif capte ce front d'onde, il doit la restituer le plus précisément possible pour éviter tout déphasage. Si la surface optique présente des défauts quelconques, le front d'onde subira des déphasages qui affecteront le trajet des rayons lumineux et déformeront l'image. Le plus grand déphasage que nous pouvons nous permettre est LAMBDA / 4. En bas de cette tolérance, l'image sera grandement déformé. Dans le présent dossier, le terme OBJECTIF fera référence principalement à un MIROIR CONCAVE.
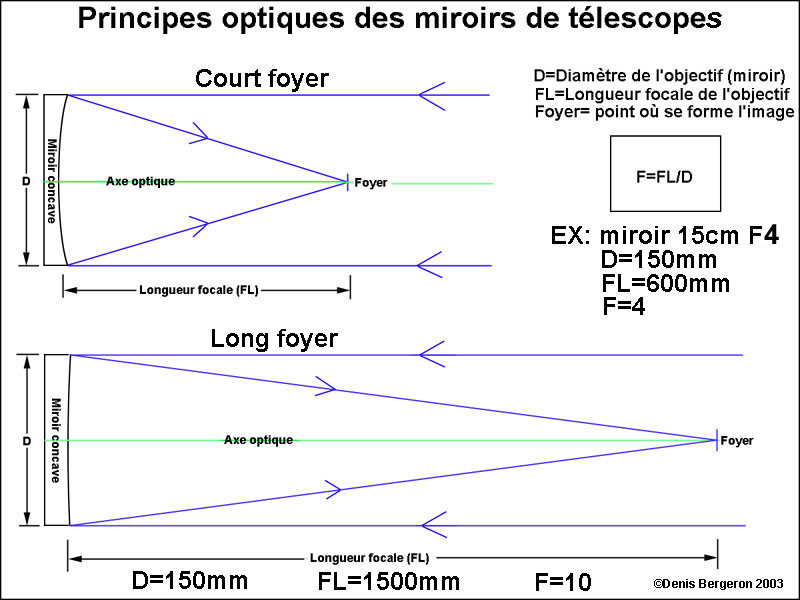 Lorsqu'on
désire se fabriquer un miroir de télescope, il faut choisir quelle sera son
DIAMÈTRE et sa
LONGUEUR FOCALE (Focal Lenght ou FL). Par définition, un
MIROIR CONCAVE réfléchit la
lumière d'une source provenant de l'infini pour concentrer les rayons en un point qu'on
appelle FOYER. La longueur focale sera d'autant plus courte que la courbure du miroir sera
prononcée. Le diamètre du miroir détermine la surface collectrice de lumière.
Plus il sera grand, plus il collectera de lumière et meilleure sera son pouvoir
séparateur.
Lorsqu'on
désire se fabriquer un miroir de télescope, il faut choisir quelle sera son
DIAMÈTRE et sa
LONGUEUR FOCALE (Focal Lenght ou FL). Par définition, un
MIROIR CONCAVE réfléchit la
lumière d'une source provenant de l'infini pour concentrer les rayons en un point qu'on
appelle FOYER. La longueur focale sera d'autant plus courte que la courbure du miroir sera
prononcée. Le diamètre du miroir détermine la surface collectrice de lumière.
Plus il sera grand, plus il collectera de lumière et meilleure sera son pouvoir
séparateur.
La LONGUEUR FOCALE (FL) est la distance entre le centre de l'objectif (miroir) et le point de convergence des rayons lumineux PROVENANT DE L'INFINI qui forme l'image au FOYER. Ces deux critères de base détermineront le choix de l'instrument que nous désirerons construire et utiliser.
Aussi étonnant que cela puisse paraître, si la source lumineuse est situé proche du miroir, celui-ci convergera les rayons lumineux à son RAYON DE COURBURE plutôt qu'au FOYER. On peut se repésenter le rayon de courbure comme une section d'un cercle dont le centre serait le foyer. Il équivaut à 2 fois la longueur focale du miroir.
Lors de la correction du miroir après le polissage, on placera le miroir à son RAYON DE COURBURE (R). Comme la source lumineuse du testeur de Foucault est situé près du miroir donc ne venant pas de l'infini, la convergence des rayons lumineux réfléchis par le miroir se fera à une distance deux fois plus grande que sa longueur focale soit à son rayon de courbure:
R = 2 x FL
On parle souvent de RAPPORT FOCAL "F". Ce rapport focal ou "F" est simplement un rapport de la LONGUEUR FOCALE (FL) de l'objectif divisé par son DIAMETRE (D):
F = FL / D
Par exemple, mon miroir de 15cm (D=150mm) de longueur focale de 600mm aura un rapport focal de F4 (FL/D ou 600mm/150mm = 4). Pour un miroir de 15cm ayant une longueur focale de 1500mm, le rapport focal sera de F10. Un miroir de 15cm à F10 et un miroir de 40cm à F10 aura exactement la même quantité de lumière par unité de surface au foyer primaire. La différence sera que l'image au foyer sera beaucoup plus grande pour un miroir de 40cm F10 (FL=4000mm) qu'un 15cm F10 (FL=1500mm). L'image au foyer du miroir de 40cm sera donc 2.6 fois plus grande que celle du miroir de 15cm pour une même quantité de lumière.
La notion de rapport focal "F" prend
aussi son importance en astrophotographie. Un miroir 15cm à F5 (FL=750mm) sera 4
fois plus lumineux au foyer primaire qu'un miroir identique 15cm F10
(FL=1500mm) pour la photographie des objets étendus comme les nébuleuses ou les
galaxies. Le champ y sera aussi 4 fois plus grand. Cela signifie qu'il faudra 4 fois moins de temps pour prendre
une photographie d'une nébuleuse pour un miroir à court foyer (F4 ou F5) que
pour un autre à F8 ou F10.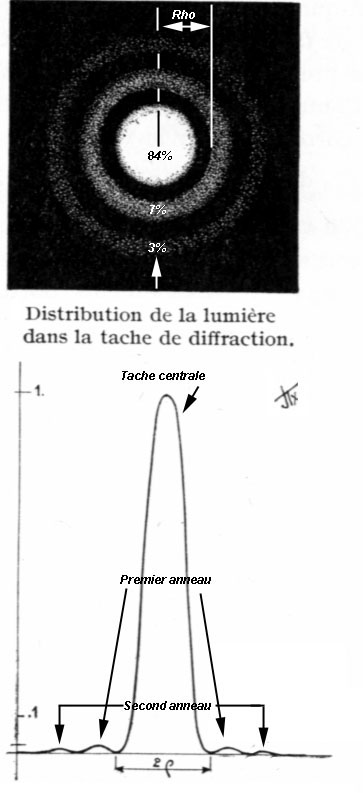
Avec un objectif parfait sans obstruction, si on grossit une étoile à très fort grossissement (500X) sous des conditions idéales de moindre turbulence, on verrait que la lumière est distribué dans un point central entouré de deux anneaux. L'énergie lumineuse est distribuée majoritairement dans le point central (environ 84%) puis dans le premier anneau ( autour de 7%) et finalement autour de 3% dans le deuxième anneau. Le diamètre de ce point englobant l'énergie s'appelle DISQUE DE DIFFRACTION. Lorsqu'on parle de FOYER, en réalité il s'agit du disque de diffraction (AIRY DISK) dont le diamètre n'est que de quelques microns. La parabolisation d'un miroir a comme objectif de donner une forme au miroir afin qu'il puisse converger tous les rayons réfléchis provenant de l'infini à l'intérieur du disque de diffraction.
Le rapport focal "F" a donc une importance dans le calcul du rayon linéaire du disque de diffraction. Il ne dépend pas du diamètre du miroir. La formule suivante détermine le rayon linéaire du disque de diffraction (appelé RHO) selon le rapport focal (F):
Rayon linéaire du disque de diffraction (RHO en microns) = 1.22 x 0.56micron x F
où F étant le rapport focal du miroir, 0.56 micron étant la longueur d'onde de la lumière jaune-vert la plus sensible à l'oeil humain et 1.22 est un facteur de multiplication.
A titre d'exemple, un miroir F10 aura un rayon du disque de diffraction mesurant 6.82 microns alors qu'un miroir F4 aura quant à lui un rayon du disque de diffraction mesurant à peine 2.73 microns. L'opticien doit donc s'assurer que la parabole de son miroir soit suffisamment précise pour que tous les rayons réfléchis convergent à l'intérieur du disque de diffraction. On remarquera que plus le rapport focal est petit, plus le diamètre du disque de diffraction sera petit. Cela demande à l'opticien d'être très rigoureux dans les mesures de la parabole car les tolérances sont très minimes à ce niveau.
|
Rayon du disque de diffraction selon le rapport focal F de l'objectif |
|
| F10 | 6.82 microns |
| F8 | 5.4656 microns |
| F6 | 4.099 microns |
| F5 | 3.416 microns |
| F4 | 2.733 microns |
La règle de LORD RAYLEIGH énonce que pour qu'un défaut de la surface optique d'un miroir n'altère pas trop la perfection de l'image du disque de diffraction, il faut que l'onde défectueuse réelle générée par le plus grand défaut ne s'écarte pas de l'onde sphérique idéale de plus de LAMBDA / 4. Cela signifie que comme la longueur d'onde de la lumière équivaut à 0.56 micron, 1/4 de 0.56 micron vaut 0.140 micron. La tolérance maximum LAMBDA / 4 équivaut au rayon maximum du disque de diffraction. Tout défaut supérieur à cette tolérance signifie que les rayons de cette zone convergeront à l'extérieur du disque de diffraction et dégraderont l'image. En respectant la norme minimale LAMBDA / 4, l'image ne subit que de faibles altérations presque invisibles à l'oeil.
Par contre, l'ajout d'un autre miroir (miroir secondaire) qui possède lui aussi ses défauts risque de diminuer les performances optiques de l'instrument. Il est donc préférable de donner au miroir primaire une précision supérieure à LAMBDA / 4. Idéalement, on vise minimalement LAMBDA / 8 ou mieux. On s'assure ainsi que tous les rayons des miroirs seront convergés à l'intérieur du disque de diffraction compte tenu de l'ensemble de l'optique du télescope. On verra l'importance de ceci dans la section des mesures de la parabole des miroirs.
Le rayon angulaire (en seconde d'arc) du disque de diffraction détermine le POUVOIR SÉPARATEUR et dépend du DIAMETRE (en centimètre) de l'objectif. La formule suivante le démontre très bien:
Pouvoir séparateur ou rayon angulaire du disque de diffraction (seconde d'arc) = 116 / D (mm)
Par exemple, le rayon angulaire d'un miroir de 15cm (pouvoir séparateur) sera d'environ 0.76 seconde d'arc alors que pour un miroir de 30cm, il sera de 0.36 seconde d'arc.
| Diamètre | Surface collectrice (po2) | Pouvoir séparateur | Magnitude limite |
| 4.5" (11.4cm) | 15.90 | 1.01" | +12.0 |
| 6" (15cm) | 28.27 | 0.76" | +12.7 |
| 8" (20cm) | 50.26 | 0.57" | +13.3 |
| 10" (25cm) | 78.53 | 0.45" | +13.8 |
| 12.5" (31.7cm) | 122.71 | 0.36" | +14.3 |
| 16" (40cm) | 201.06 | 0.28" | +14.8 |
Lorsqu'on désire se fabriquer un
miroir, il faut donc déterminer à quelles fonctions serviront principalement le
télescope. Un télescope à court foyer (F4) est très
portatif, excellent pour l'astrophotographie et pour l'observation des objets du
ciel profond. Par contre, la courbure![]() du miroir sera beaucoup plus prononcée et
les tolérances pour la parabole sont beaucoup plus étroites. Les risques d'avoir
de la COMA (étoiles ressemblant à
de petites comètes sur les bords du champ) augmentent à mesure qu'on s'éloigne
de l'axe optique. Cela vous demandera
beaucoup de rigueur et de patience pour corriger les défauts de courbure et pour la
parabolisation d'un tel miroir.
du miroir sera beaucoup plus prononcée et
les tolérances pour la parabole sont beaucoup plus étroites. Les risques d'avoir
de la COMA (étoiles ressemblant à
de petites comètes sur les bords du champ) augmentent à mesure qu'on s'éloigne
de l'axe optique. Cela vous demandera
beaucoup de rigueur et de patience pour corriger les défauts de courbure et pour la
parabolisation d'un tel miroir.
|
Diamètre linéaire de la zone sans coma autour de l'axe optique du miroir principal |
||
| F4 | 0.06 pouces | 1.4mm |
| F4.5 | 0.08 pouces | 2.0mm |
| F5 | 0.11 pouces | 2.8mm |
| F6 | 0.19 pouces | 4.8mm |
| F8 | 0.44 pouces | 11mm |
| F10 | 0.44 pouces | 11mm |
Comme la longueur focale est plus courte, il va falloir un miroir secondaire plus gros d'où une augmentation de l'obstruction. Cela aura comme conséquence, une DIMINUTION DU CONTRASTE. Ce n'est pas un inconvénient majeur pour l'observation des comètes et des objets du ciel profond mais il faut s'attendre à ce que les détails planétaires soient moins évidents avec un miroir à court foyer.
Ce télescope également appelé A GRAND CHAMP (RICH FIELD) est par contre très compact et très lumineux au foyer primaire. C'est le télescope idéal pour l'observation des objets du ciel profond et des comètes grâce à son grand champ. En astrophotographie, on peut utiliser des lentilles CORRECTEURS DE CHAMP comme le modèle TELEVUE PARACOR qui réduisent la coma sur les bords du champ.
Les observateurs assidues de la Lune et des planètes auront intérêt à utiliser des miroirs à très longue focale comme F10 ou F12 avec un miroir secondaire de très petit diamètre afin d'avoir le moins d'obstruction possible et beaucoup plus de contraste. Par contre, un télescope 20cm F10 signifie un tube d'au moins 2 mètres (80") de long. Si on veut monter le télescope sur une monture équatoriale, cela exigera une monture très solide et dispendieuse.
La plupart des observateurs du ciel optent pour des focales intermédiaires autour de F5 ou F6 afin d'avoir un télescope polyvalent. Le télescope peut être installé sur une monture azimutale très simple de type DOBSON que l'on peut facilement fabriquer avec des matériaux courant sans que cela ne coûte une fortune. Si un jour, on désire monter le télescope sur une monture équatoriale motorisée, il est possible de se procurer une monture très solide de style LOSMANDY CG11 ou CELESTRON CGE. Ces types de monture sont capables de supporter des télescopes assez lourds et sont munis de système GOTO et d'entraînement motorisé très performants.
Comme nous l'avons vu précédemment,
la puissance d'un télescope dépend
aussi du DIAMETRE de son miroir.
Plus le diamètre sera grand, plus sa surface collectrice sera
 importante, ce qui
aura un impact sur la quantité de lumière réfléchi et le POUVOIR DE RESOLUTION
de l'instrument. On évalue le
GROSSISSEMENT MINIMUM d'un objectif comme étant le diamètre de l'objectif
divisé par la largeur maximum de la pupille de l'oeil soit 7mm environ (Gmin =
D(mm) / 7). Pour le
GROSSISSEMENT MAXIMUM, cela équivaut à environ 50X par pouce de diamètre
ou 20X par centimètre de diamètre ou encore à deux fois le diamètre du miroir en
millimètre (Gmax = 2 x D(mm) ). En pratique, à cause de la turbulence de
l'air qui dégrade l'image, on considère plutôt un grossissement moyen qui
équivaut au diamètre de l'objectif en millimètres (ex: 150X pour un objectif de
150mm).
importante, ce qui
aura un impact sur la quantité de lumière réfléchi et le POUVOIR DE RESOLUTION
de l'instrument. On évalue le
GROSSISSEMENT MINIMUM d'un objectif comme étant le diamètre de l'objectif
divisé par la largeur maximum de la pupille de l'oeil soit 7mm environ (Gmin =
D(mm) / 7). Pour le
GROSSISSEMENT MAXIMUM, cela équivaut à environ 50X par pouce de diamètre
ou 20X par centimètre de diamètre ou encore à deux fois le diamètre du miroir en
millimètre (Gmax = 2 x D(mm) ). En pratique, à cause de la turbulence de
l'air qui dégrade l'image, on considère plutôt un grossissement moyen qui
équivaut au diamètre de l'objectif en millimètres (ex: 150X pour un objectif de
150mm).
Pour déterminer le grossissement "G" d'un télescope, il suffit de calculer le rapport entre la longueur focale de l'objectif (F.L de l'objectif en mm) et la longueur focale de l'oculaire (F.L de l'oculaire en mm):
G = F.L. objectif en mm / F.L. oculaire en mm
Cependant, la notion de grossissement n'est pas le critère qu'il faut considérer lors de l'acquisition d'un télescope mais c'est plutôt le diamètre de l'objectif et la longueur focale qu'il faut considérer. Ayez à l'esprit qu'un objectif de 10cm que ce soit une lunette ou un télescope à miroir, offrira la résolution et la surface collectrice de lumière d'un objectif de 10cm. Il ne faut pas penser que même si nous avons un objectif de très bonne qualité, qu'on pourra dépasser les performances d'un objectif de plus gros diamètre de bonne qualité optique. Un objectif de 10cm ne peut ressortir des images avec autant de résolution et de lumière qu'un objectif de 25cm. Il ne faut surtout pas se laisser berner non plus par la publicité mensongère qui vante qu'une lunette de 5cm ou un télescope de 10cm coûtant une centaine de dollars grossit 300X et vous permettra de voir les calottes polaires de Mars ou les détails dans les bandes de Jupiter. Vous risquez d'être très déçu.
En pratique, on peut fabriquer des miroirs de 7cm à 30cm. Fabriquer un gros miroir demande beaucoup plus de temps, de patience et de persévérance qu'un plus petit et c'est à déconseiller pour un débutant qui est seul et sans support. Un miroir de 20cm à F6 est un compromis idéal. Ce télescope aura une longueur focale de 1200mm. Les tolérances pour la parabole sont assez larges pour en faciliter la fabrication. Il faut penser qu'une fois le miroir terminé, il faut monter le télescope. Avec l'expérience, vous pourrez fabriquer un télescope à focale plus courte (F5 ou F4) et de plus gros diamètre. C'est à vous de décider de l'instrument qui conviendra à vos attentes.
Une fois qu'on a déterminé le diamètre du miroir et sa longueur focale, vous avez le choix de l'acheter ou de le fabriquer. Fabriquer soi-même son miroir peut nous apporter beaucoup d'avantages. Cela nous permet d'en réduire le coût, de mettre à profit vos talents et vous avez la possibilité d'atteindre une précision supérieure à ce qu'on retrouve dans le commerce. Cela apporte également beaucoup de connaissances au niveau de l'optique et de la fabrication des télescopes. Vous le fabriquerez en fonction de vos critères à vous et vous pourrez constamment l'améliorer. C'est un défi passionnant dont le résultat fera votre fierté. Personnellement, si vous vous en sentez capable et prêt à y mettre votre temps, je vous recommande de vous essayer.
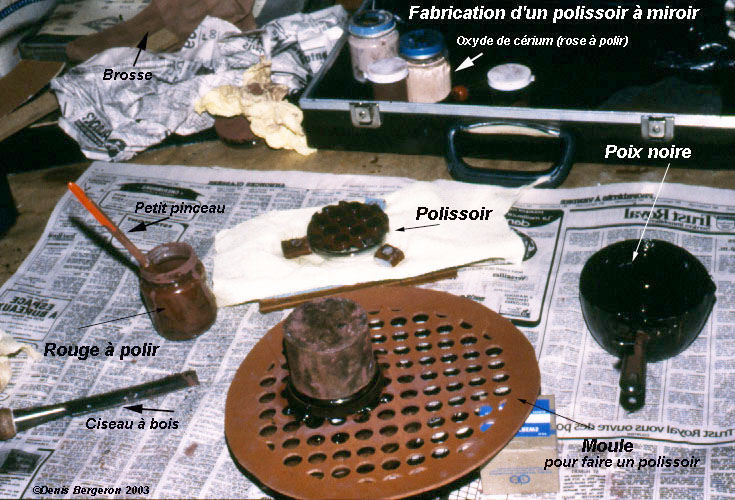
Fabriquer son propre miroir de télescope n'est pas si compliqué que cela le semble. Il faut y aller graduellement en suivant les étapes et surtout en essayant de comprendre ce que nous faisons. Chaque étape à son importance et il ne faut pas chercher à aller trop vite. La phase de creusage (ébauchage) est très importante et surtout très stimulante. A partir de deux disques de verre plats sans aucune forme, on y voit apparaître peu à peu une forme convexe sur l'outil et concave sur le miroir. Une fois la longueur focale atteinte, on effectue des courses pour égaliser parfaitement les deux disques de verre qu'on appelle CONTACT ou RÉUNISSAGE. Une fois le contact entre les deux disques atteint, on utilise des abrasifs de plus en plus fins pour adoucir la surface des disques de verre. Cette partie est peut-être la partie la plus longue. Une fois le doucissage atteint, il faut rendre le miroir parfaitement transparent. Cette phase est différente car on doit fabriquer un POLISSOIR sur l'outil avec une sorte de résine dure appelée POIX NOIRE. On utilise un moule qui possède de petites alvéoles circulaires ou carrés sur lequel on coule la poix noire fondue. Une fois refroidi, on enlève le moule et on obtient un polissoir pour polir le miroir.
Le polissage s'effectue avec certains abrasifs très fins appelés OXYDE DE CERIUM, OPALINE ou ROUGE À POLIR. Une fois le polissage terminé, le miroir est parfaitement transparent et possède une certaine qualité réflective. Il faut ensuite en corriger les défauts de la courbure qui se mesure en microns. Il faut utiliser un TESTEUR DE FOUCAULT que l'on peut construire facilement soi-même. Le testeur de Foucault permet d'amplifier un million de fois les défauts de la surface du miroir qui sont invisibles à l'oeil nu. Par des courses appropriées avec le polissoir, il est facile de corriger ces défauts.
Une fois ceux-ci éliminés, il ne reste qu'à PARABOLISER notre miroir pour y donner une forme parfaite correspondante aux normes. Avec le testeur de Foucault, on y effectue des mesures à l'aide d'un masque de carton troué contenant des fenêtres (zones) appelé ÉCRAN COUDER et on compare nos valeurs mesurées avec les valeurs théoriques de la parabole idéale. La différence des mesures (résidus longitudinaux) doivent se retrouver à l'intérieur d'une plage de mesures appelées TOLERANCES. Plus l'écart entre les mesures actuelles de la parabole de votre miroir et celles de la parabole idéale seront faibles, meilleure sera la précision du miroir.
On évalue la précision d'un miroir parabolique par deux critères: Le CRITERE DE COUDER où toutes les zones du miroir doivent réfléchir les rayons provenant de l'infini à l'intérieur du disque de diffraction et le CRITERE DE RAYLEIGH où le plus grand défaut de notre miroir devra être inférieur à Lambda / 4. Plus la valeur LAMDDA sera élevée par exemple LAMBDA/15 plus la précision sera grande. Les miroirs commerciaux garantissent une précision LAMBDA / 4 ce qui est un minimum. Un amateur peut avantageusement augmenter cette précision.
Les détails de fabrication seront expliquées plus en détails dans les pages qui suivent. Ne vous laissez pas intimider par le fait que ça vous semble compliqué. La lecture de ce document vous explique comment fabriquer un miroir de télescope. Toutes les étapes importantes y sont expliquées en détails. Si vous comprenez l'essentiel des informations contenues dans ce guide et si vous prenez la peine de suivre soigneusement chacune des étapes, vous pourrez parfaitement réaliser un miroir d'une grande qualité optique dont vous serez particulièrement fier. Faites vous confiance.
Etapes de fabrication d'un miroir
On peut diviser la fabrication d'un miroir en SEPT ETAPES distinctes:
1) Creusage ou ébauchage
jusqu'à l'obtention de la courbure désirée
2) Egalisation des surfaces entre l'outil et le miroir (contact ou réunissage)
3) Doucissage
4) Polissage
5) Correction des défauts de courbure
6) Parabolisation et analyse de la précision de la courbure avec le bulletin de
contrôle
7) Aluminure
Équipement nécessaire
pour fabriquer un miroir:
-Une copie papier de ce document avec les photos ou
encore d'avoir
accès aux services de personnes ressources connaissantes dans le domaine-Crayon
feutre noir à encre indélébile
-Papier journal pour protéger l'environnement de travail
-Deux disques de verre (pyrex) dont l'un servira d'outil* et l'autre deviendra le
miroir
-Abrasifs numéro 46 et numéro 80 pour le creusage (ébauchage) et le contact
(réunissage)
-Abrasifs numéro 120, 240, 400, 600, 800, 1000, 2500 ou l'équivalent moderne pour le doucissage
-Moule pour fabriquer
le polissoir**, moustiquaire en nylon et poix noire (résine)
-Oxyde de cérium et rouge à polir pour le polissage du miroir ou l'équivalent
moderne pour le polissage
-Testeur de Foucault pour évaluer les défauts du miroir et tester la parabole
(on peut facilement fabriquer cet appareil)
-Planche de bois avec trois petits blocs placé à 120° pour retenir l'outil, un baril circulaire stable
ou un poste de travail
-Un ou deux bacs d'eau propre pour laver le miroir et l'outil régulièrement
-Papier essui tout
-Petit réchaud électrique et petite casserolle métallique pour faire fondre la poix noire
-Petit pinceau pour étendre le rouge à polir et l'oxyde de cérium
-Térébenthine pour faire le polissoir et nettoyer
-Ciseau à bois pour enlever le surplus de poix sur les bords du polissoir
-Compte goutte pour ajouter de l'eau entre le miroir et l'outil lors du creusage
et le doucissage
-Gallon à mesurer rigide
-Petite pierre ponce à l'huile pour adoucir les bords des disques de verre lors
du creusage et le doucissage (chanfrein)
-Calculatrice
-Plaque de verre épaisse pour faire le polissoir
-Une dizaine de petits pots de bébé pour mettre les abrasifs
-ordinateur et logiciel TEX pour évaluer la précision de la parabole
Une bonne dose de patience et de persévérance est un atout MAJEUR pour ce genre d'entreprise.
Note*:
L'outil de pyrex peut servir éventuellement à fabriquer d'autres miroirs et peut lui même devenir un
miroir s'il est travaillé en conséquence.
Note**: Les moules
pour fabriquer les polissoirs sont disponibles au comptoir de la Société
d'astronomie de Montréal (voir
Ressources)
Au départ, on
achète deux disques de verre (PYREX)
chez un marchand à cet effet (voir
Ressources
à la fin du document).
L'un servira d'outil et l'autre deviendra le miroir. L'épaisseur du verre
à son importance pour éviter que la courbure du miroir se déforme lors des
variations de température. On utilisera une épaisseur de verre ayant un rapport
de 6 (diamètre divisé par l'épaisseur). Par exemple, un disque de pyrex de 6"
(15cm) à une épaisseur de 1" (2.54cm). Si on divise le diamètre du miroir par
son épaisseur, on obtient la facteur 6. Ce qui est conforme aux normes. L'épaisseur du
verre est important pour le miroir mais pas pour l'outil. En général, les disques de pyrex vendus dans
le commerce pour la fabrication des miroirs possèdent l'épaisseur requis. Par
contre, certaines compagnies vendent des miroirs minces pour réduire le poids.
Il faudra apporter une attention spéciale aux miroirs minces lors du montage du
télescope. Un miroir parabolique de grand diamètre (30cm et plus) peut se
déformer s'il n'est pas soutenu par des points de flottaison placés adéquatement
dans sa cellule. Il faut tenir compte de ce facteur important dans le choix de
notre disque pour fabriquer un miroir de télescope.
de pyrex vendus dans
le commerce pour la fabrication des miroirs possèdent l'épaisseur requis. Par
contre, certaines compagnies vendent des miroirs minces pour réduire le poids.
Il faudra apporter une attention spéciale aux miroirs minces lors du montage du
télescope. Un miroir parabolique de grand diamètre (30cm et plus) peut se
déformer s'il n'est pas soutenu par des points de flottaison placés adéquatement
dans sa cellule. Il faut tenir compte de ce facteur important dans le choix de
notre disque pour fabriquer un miroir de télescope.
Au départ, il n'y a aucune
forme dans le verre. Les deux disques sont identiques et plats avec quelques
défauts de
verre à la surface dues à la fabrication. En général, on utilise le PYREX
à cause de son faible coefficient de dilatation lors des changements de
température.
 Lors de l'achat, il est bon de procéder à une vérification
minutieuse des disques sous la surface pour déceler s'il n'y a pas de
petites bulles d'air ou d'autres imperfections. On mouille les deux disques afin
de les rendre transparent pour les examiner. On prendra le meilleur
disque pour faire le miroir et le moins beau deviendra l'outil. A noter que
l'outil peut servir à fabriquer plusieurs autres miroirs plus tard et il pourrait même
devenir lui-même un autre miroir s'il s'agit d'un disque de pyrex. Certains amateurs se font faire des disques de verre épais de quelques
centimètres d'épaisseur et de même diamètre que le miroir dans une compagnie
spécialisée en vitrerie qui servira d'outil. Il faut vérifier les coûts pour voir si cela vaut la
peine ou si on économise vraiment sur le prix d'un disque de pyrex. D'autres
aussi se font des disques en céramique, en ciment ou en plâtre.
Lors de l'achat, il est bon de procéder à une vérification
minutieuse des disques sous la surface pour déceler s'il n'y a pas de
petites bulles d'air ou d'autres imperfections. On mouille les deux disques afin
de les rendre transparent pour les examiner. On prendra le meilleur
disque pour faire le miroir et le moins beau deviendra l'outil. A noter que
l'outil peut servir à fabriquer plusieurs autres miroirs plus tard et il pourrait même
devenir lui-même un autre miroir s'il s'agit d'un disque de pyrex. Certains amateurs se font faire des disques de verre épais de quelques
centimètres d'épaisseur et de même diamètre que le miroir dans une compagnie
spécialisée en vitrerie qui servira d'outil. Il faut vérifier les coûts pour voir si cela vaut la
peine ou si on économise vraiment sur le prix d'un disque de pyrex. D'autres
aussi se font des disques en céramique, en ciment ou en plâtre.
Certains amateurs utilisent des machines pour fabriquer des miroirs. Cela peut être utile pour fabriquer de grandes quantités de miroirs mais cela peut générer parfois des défauts qui sont difficiles à éliminer à cause de la répétition d'un mouvement particulier de la machine. La plupart des bons fabricants de miroir avec des machines termine la parabole à la main. La loi des grands nombres fait aussi qu'un amateur qui tourne souvent ses disques en cours de travail éliminera à coup sûr ses défauts causés par des courses trop inégales, trop grandes ou pas assez, etc. L'utilisation d'une machine pour un débutant est fortement à déconseiller car il n'a que peu de contrôle sur ce que fait la machine et il ne comprendra pas nécessairement ce qu'il advient étape par étape de son miroir. L'automatisation a aussi ses contraintes.
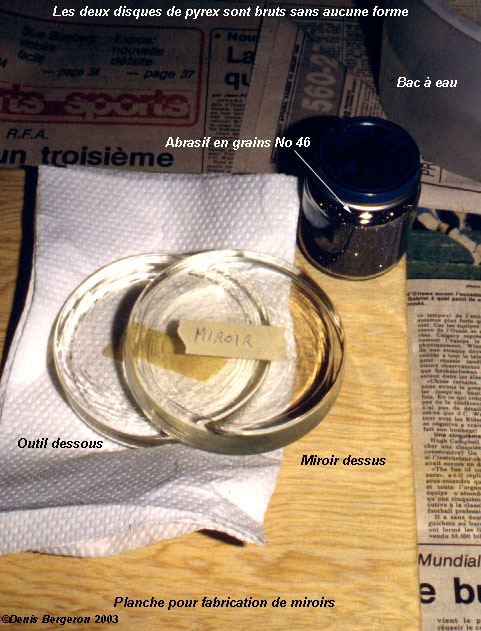 On
devra disposer pour cette étape de papier essui tout, de vieux journaux pour
éviter la contamination des lieux par les
On
devra disposer pour cette étape de papier essui tout, de vieux journaux pour
éviter la contamination des lieux par les abrasifs, d'un bac d'eau, d'un compte-goutte, d'un pot contenant de l'eau
propre, d'abrasifs de creusage (carborundum) numéro 46 ou 80, d'une planche de
bois muni de trois blocs de soutien disposés à 120° ou mieux d'un poste de travail. La fabrication d'un
poste de travail où
on peut travailler debout et tourner autour des disques de verre est fortement à conseiller.
abrasifs, d'un bac d'eau, d'un compte-goutte, d'un pot contenant de l'eau
propre, d'abrasifs de creusage (carborundum) numéro 46 ou 80, d'une planche de
bois muni de trois blocs de soutien disposés à 120° ou mieux d'un poste de travail. La fabrication d'un
poste de travail où
on peut travailler debout et tourner autour des disques de verre est fortement à conseiller.
La phase de creusage (ébauchage) consiste à installer le disque qui deviendra l'OUTIL bien solidement sur la planche de bois retenue par trois petits blocs de bois disposés à 120° chacun. Idéalement, on devrait mettre la planche de travail sur un poste de travail fixé solidement afin de pouvoir tourner autour pour faciliter la rotation des disques. Cette planche de bois devrait si possible être imperméable aux abrasifs comme une planche de bois laminé ou recouverte d'une couche de résine. On peut aussi mettre plusieurs couches de papiers essuis tout pour absorber l'eau et retenir les abrasifs. C'est ce que je faisais personnellement.
|
Postes de travail |
|||||
 |
 |
|
 |
 |
 |
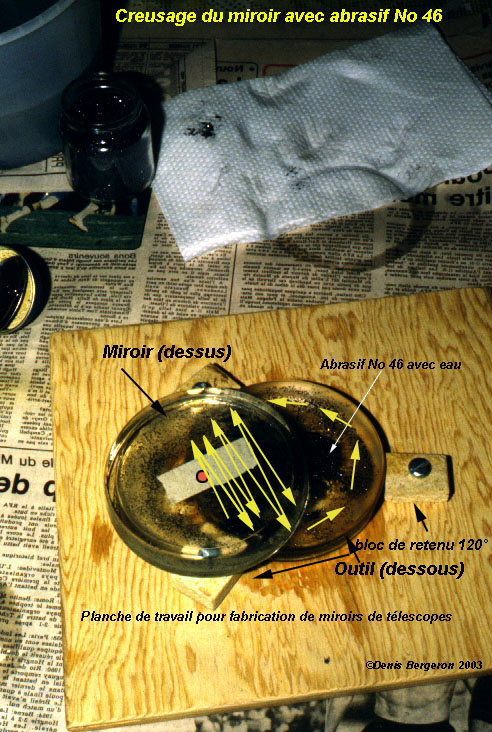 La technique de creusage
ou d'ébauchage d'un miroir commence ici. Au départ, aucune courbe n'est présente
sur les disques de verre. On mouille l'outil
La technique de creusage
ou d'ébauchage d'un miroir commence ici. Au départ, aucune courbe n'est présente
sur les disques de verre. On mouille l'outil
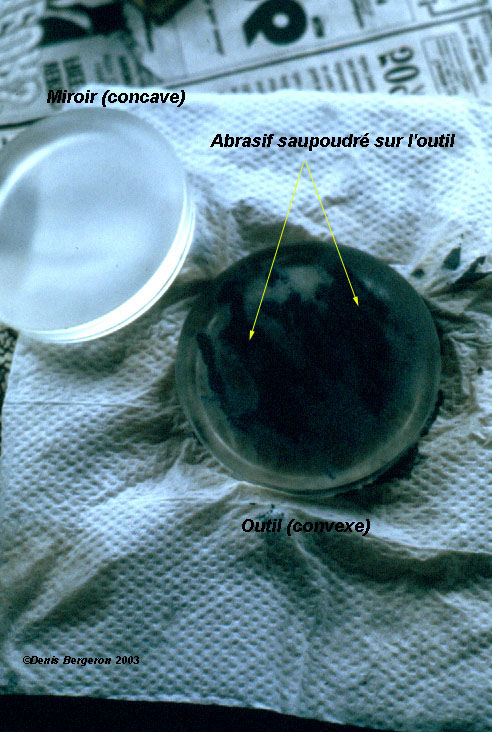
 et on saupoudre de l'abrasif (numéro 46 (carborundum) pour les
miroirs supérieurs à 15cm ou numéro 80 pour les miroirs inférieurs à 15cm) sur
la surface de l'outil bien installé sur la planche de travail. On étend
l'abrasif partout sur l'outil jusqu'à une bande d'environ 2cm sur les bords. A
l'aide d'un compte-goutte, on ajoute des gouttelettes d'eau un peu partout sur
l'abrasif. Il ne faut pas mettre trop
d'eau car l'abrasif débordera. Ces abrasifs numéro 46 et 80 sont très gros et
durs. Leur rôle consiste à broyer le verre à l'endroit où sera appliqué la pression. Il sera donc très important de bien suivre les courses de creusage.
On place ensuite l'autre disque de verre (qui deviendra
éventuellement notre miroir) par dessus pour étendre
également l'abrasif partout entre les deux surfaces en faisant des mouvements
circulaires larges.
et on saupoudre de l'abrasif (numéro 46 (carborundum) pour les
miroirs supérieurs à 15cm ou numéro 80 pour les miroirs inférieurs à 15cm) sur
la surface de l'outil bien installé sur la planche de travail. On étend
l'abrasif partout sur l'outil jusqu'à une bande d'environ 2cm sur les bords. A
l'aide d'un compte-goutte, on ajoute des gouttelettes d'eau un peu partout sur
l'abrasif. Il ne faut pas mettre trop
d'eau car l'abrasif débordera. Ces abrasifs numéro 46 et 80 sont très gros et
durs. Leur rôle consiste à broyer le verre à l'endroit où sera appliqué la pression. Il sera donc très important de bien suivre les courses de creusage.
On place ensuite l'autre disque de verre (qui deviendra
éventuellement notre miroir) par dessus pour étendre
également l'abrasif partout entre les deux surfaces en faisant des mouvements
circulaires larges.
|
Aspect de l'abrasif 46 |
Ajout d'abrasif numéro 46 ou 80 sur l'outil |
Laisser une bande libre de 2cm sur les bords |
Ajout de gouttelettes d'eau |
Disque qui deviendra le miroir placé dessus l'outil |
|
|
|
|
|
|
| Marquage d'un point au centre du miroir | Etendage de l'abrasif en faisant de grands cercles |
Courses de creusage |
Examen de la surface |
|
|
|
|
|
|
|
On marque à l'aide d'un
crayon feutre à encre indélébile (sur le dessus) le
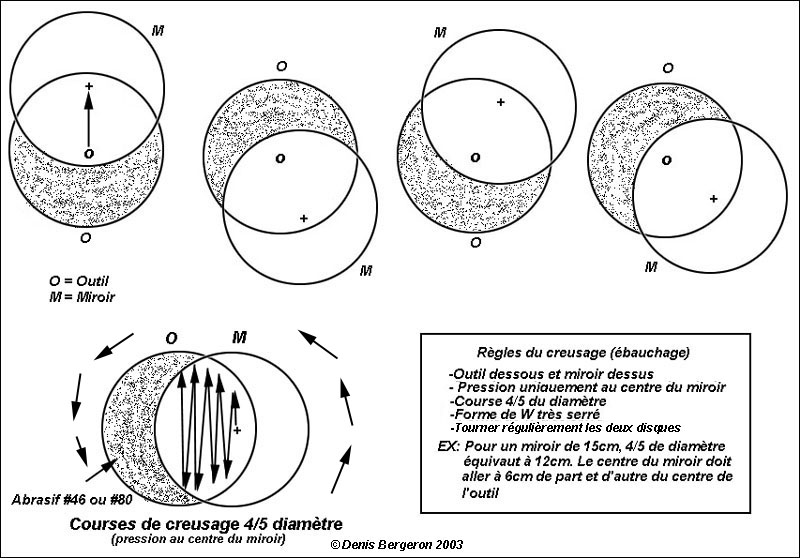
centre du miroir et de l'outil d'un point bien distinct qui nous servira continuellement de référence puis on fait des courses en forme de W
serré couvrant 4/5 du
 diamètre
en avant et en arrière en amenant le centre du miroir vers le bord de l'outil
et en tournant très
fréquemment autour de l'outil. On met une bonne pression avec ses mains sur le centre du
miroir et on tourne régulièrement le miroir dans ses mains.IIl
faut faire attention à ce que le miroir ne bascule pas en bout de course.
On fait de 5 à 10 courses en forme de W rectiligne sur place, puis on tourne une fraction de
tour le miroir entre les mains et on reprend le travail. Il faut frotter de
manière à faire un tour complet sur l'outil pour obtenir un creusage le plus
uniforme possible. Le secret, c'est de tourner régulièrement le miroir
dans ses mains et de tourner l'outil (ou autour de l'outil) pour un ébauchage régulier. Il faut
toujours s'assurer de ne pas frotter trop longtemps au même endroit sur l'outil.
diamètre
en avant et en arrière en amenant le centre du miroir vers le bord de l'outil
et en tournant très
fréquemment autour de l'outil. On met une bonne pression avec ses mains sur le centre du
miroir et on tourne régulièrement le miroir dans ses mains.IIl
faut faire attention à ce que le miroir ne bascule pas en bout de course.
On fait de 5 à 10 courses en forme de W rectiligne sur place, puis on tourne une fraction de
tour le miroir entre les mains et on reprend le travail. Il faut frotter de
manière à faire un tour complet sur l'outil pour obtenir un creusage le plus
uniforme possible. Le secret, c'est de tourner régulièrement le miroir
dans ses mains et de tourner l'outil (ou autour de l'outil) pour un ébauchage régulier. Il faut
toujours s'assurer de ne pas frotter trop longtemps au même endroit sur l'outil.
 Une fois que
l'abrasif n'a plus d'effets ou qu'il devient pâteux, on ajoute un peu d'eau à
l'aide d'un compte goutte et
on
Une fois que
l'abrasif n'a plus d'effets ou qu'il devient pâteux, on ajoute un peu d'eau à
l'aide d'un compte goutte et
on poursuit le creusage. Il faut s'assurer de tourner régulièrement la planche
qui retient l'outil et tourner régulièrement le miroir dans ses mains. Une fois que
l'abrasif devient complètement inopérant, on lave
l'outil et le miroir dans de l'eau propre dans une chaudière ou un bac de
plastique et on refait l'opération à nouveau
jusqu'à ce que nous approchions
de la courbure désirée.
poursuit le creusage. Il faut s'assurer de tourner régulièrement la planche
qui retient l'outil et tourner régulièrement le miroir dans ses mains. Une fois que
l'abrasif devient complètement inopérant, on lave
l'outil et le miroir dans de l'eau propre dans une chaudière ou un bac de
plastique et on refait l'opération à nouveau
jusqu'à ce que nous approchions
de la courbure désirée.
On appelle SÉCHÉE une opération avec un abrasif quelconque du début jusqu'à ce qu'il devienne complètement inopérant. Grâce à l'abrasif et au fait qu'on déplace le centre du miroir vers le bord de l'outil tout en tournant les deux disques très fréquemment et régulièrement, on verra apparaître une forme bombée (convexe) à la surface de l'outil et une forme légèrement concave sur le miroir avec le temps. On voit très bien cet effet en plaçant une règle rigide de bord en bord du miroir (une fois séché) et en regardant la forme de la courbure. Au début, cette forme est très légère mais avec le nombre de séchées, elle devient plus prononcée.
 Il faut compter plusieurs
heures de travail pour la phase de creusage. Il faut prendre le temps qu'il faut pour
faire un très bon travail car c'est la pièce maîtresse de notre télescope qu'on
est en train de fabriquer. A mesure que l'on effectue le creusage, on constatera que le bord des disques deviennent très tranchants.
Il est important de
prendre une pierre ponce à l'huile comme celle que l'on prend pour aiguiser les
couteaux tranchants afin d'adoucir d'un mouvement circulaire vers le
Il faut compter plusieurs
heures de travail pour la phase de creusage. Il faut prendre le temps qu'il faut pour
faire un très bon travail car c'est la pièce maîtresse de notre télescope qu'on
est en train de fabriquer. A mesure que l'on effectue le creusage, on constatera que le bord des disques deviennent très tranchants.
Il est important de
prendre une pierre ponce à l'huile comme celle que l'on prend pour aiguiser les
couteaux tranchants afin d'adoucir d'un mouvement circulaire vers le bas les bords des deux
disques de verre (CHANFREIN) d'une pente d'environ 45° sur
2mm de largeur. Il ne faut surtout pas oublier de vérifier régulièrement les
bords des disques et de les adoucir avec la pierre ponce. Sinon, il y a risque de faire éclater des morceaux de verre sur les
bords si on accroche malencontreusement les disques ensembles. Si cela arrive, il ne faut pas paniquer. Il suffira de cacher cet éclat
par un des supports de la cellule à miroir. Au pire, on devra recommencer le
creusage sur l'autre face du miroir. Faites donc TRÈS ATTENTION à donner un
angle de 45° à votre chanfrein et de le vérifier régulièrement sur les deux
disques.
bas les bords des deux
disques de verre (CHANFREIN) d'une pente d'environ 45° sur
2mm de largeur. Il ne faut surtout pas oublier de vérifier régulièrement les
bords des disques et de les adoucir avec la pierre ponce. Sinon, il y a risque de faire éclater des morceaux de verre sur les
bords si on accroche malencontreusement les disques ensembles. Si cela arrive, il ne faut pas paniquer. Il suffira de cacher cet éclat
par un des supports de la cellule à miroir. Au pire, on devra recommencer le
creusage sur l'autre face du miroir. Faites donc TRÈS ATTENTION à donner un
angle de 45° à votre chanfrein et de le vérifier régulièrement sur les deux
disques.
Il faut aussi vérifier de temps en temps l'apparence de la surface des disques. Toute la surface des deux disques du centre jusqu'au bord doit avoir une apparence et texture identique. Ce n'est que lorsque le miroir aura la même apparence du centre jusqu'au bord qu'il faudra commencer à vérifier la COURBURE DU MIROIR. On vérifie la courbure en mettant une règle rigide de bord en bord du miroir et en regardant en dessous de la règle. Si on perçoit une concavité, c'est signe qu'on fait les bonnes courses. A cette étape, il est normal que la courbure du miroir et celle de l'outil soit inégale.
|
Aspect et texture de la surface des disques de verre après l'ébauchage à l'abrasif numéro 80 |
||
|
|
|
|
Détermination de la courbure du miroir
Le temps qu'il faudra
consacrer au creusage dépendra de la courbure qu'il faut donner au miroir et de
son diamètre. Si on
veut atteindre une longueur focale de F8, la courbure est très peu prononcée. Si
par contre, on vise à fabriquer un miroir F4, la courbure sera beaucoup plus
prononcée. Il y a une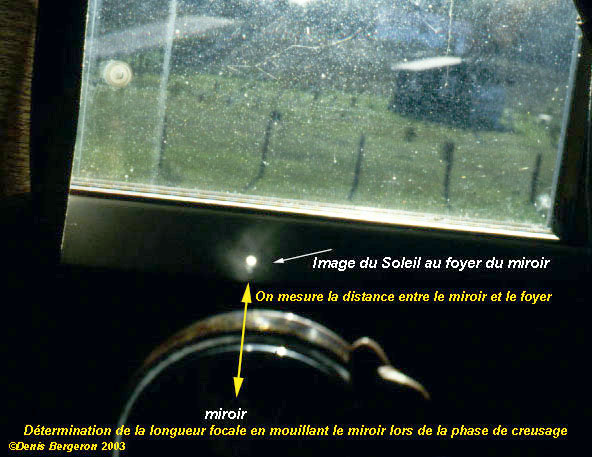 manière
très simple de savoir si nous avons atteint la bonne longueur focale, c'est de se servir
du SOLEIL. Il suffit de laver le miroir et d'y mettre de l'eau
sur sa surface. On approche
le miroir de la fenêtre de manière à réfléchir la lumière du Soleil. On avance
et recule le miroir du bord de la fenêtre jusqu'à ce qu'on voit le Soleil comme un point le plus petit et net
possible (foyer). On mesure avec précision la distance entre le centre du miroir
et le point où le Soleil sera comme un point net (foyer). Si notre mesure est
supérieure à
la longueur focale projetée, on continue le creusage. Si par contre on a dépassé
cette valeur, c'est qu'on a trop creusé le miroir. Il faudra donc le ramener à
la longueur focale désirée en plaçant le miroir dessous et l'outil dessus. On refait
les mêmes courses en W serré comme d'habitude. Il faut vérifier la courbure après
chaque séchée lorsqu'on est proche de la bonne longueur focale. Attention
de n'utiliser que le Soleil pour évaluer la longueur focale car cela prend une
source lumineuse brillante provenant de très loin (infini). Une lampe ordinaire est à
proscrire car la source lumineuse ne provient pas de l'infini et la distance
obtenu ne correspondra pas à la longueur focale réelle du miroir.
manière
très simple de savoir si nous avons atteint la bonne longueur focale, c'est de se servir
du SOLEIL. Il suffit de laver le miroir et d'y mettre de l'eau
sur sa surface. On approche
le miroir de la fenêtre de manière à réfléchir la lumière du Soleil. On avance
et recule le miroir du bord de la fenêtre jusqu'à ce qu'on voit le Soleil comme un point le plus petit et net
possible (foyer). On mesure avec précision la distance entre le centre du miroir
et le point où le Soleil sera comme un point net (foyer). Si notre mesure est
supérieure à
la longueur focale projetée, on continue le creusage. Si par contre on a dépassé
cette valeur, c'est qu'on a trop creusé le miroir. Il faudra donc le ramener à
la longueur focale désirée en plaçant le miroir dessous et l'outil dessus. On refait
les mêmes courses en W serré comme d'habitude. Il faut vérifier la courbure après
chaque séchée lorsqu'on est proche de la bonne longueur focale. Attention
de n'utiliser que le Soleil pour évaluer la longueur focale car cela prend une
source lumineuse brillante provenant de très loin (infini). Une lampe ordinaire est à
proscrire car la source lumineuse ne provient pas de l'infini et la distance
obtenu ne correspondra pas à la longueur focale réelle du miroir.
On peut aussi calculer la profondeur ou creux en millimètre (appelé FLECHE (e) ou SAGITTA) que le disque de verre (miroir) doit avoir au centre pour atteindre la bonne longueur focale. La formule à utiliser est la suivante:
e = r2 / 2 x R ou e = r2 / (4 x FL)
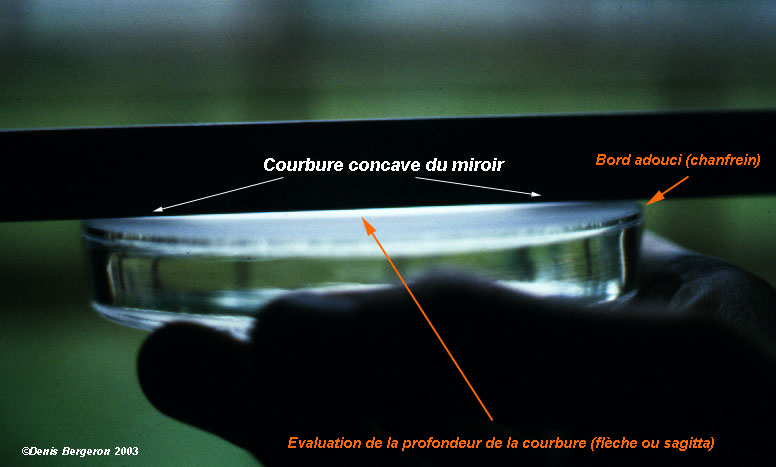 où "e" est la mesure de la
flèche en millimètre, "r" est le rayon géométrique du miroir ou D / 2 et "R" est
le rayon de courbure du miroir qui vaut 2 fois la longueur focale (R = 2 X FL). Par exemple, supposons qu'on désire se fabriquer un
où "e" est la mesure de la
flèche en millimètre, "r" est le rayon géométrique du miroir ou D / 2 et "R" est
le rayon de courbure du miroir qui vaut 2 fois la longueur focale (R = 2 X FL). Par exemple, supposons qu'on désire se fabriquer un miroir de 200mm F6. La longueur
focale (FL) sera de (200mm X 6 = 1200mm), le rayon géométrique du miroir
vaut 100mm (D / 2 ou 200mm / 2 = 100mm) et le rayon de courbure du miroir sera 2400mm
(2 X 1200mm). Si on applique nos valeurs dans la formule de la
FLECHE (100mm 2 / 2
X 2400mm), on obtient 2mm comme profondeur à atteindre au centre du
miroir. Si nous avions un miroir de F4, la flèche serait de 3.125mm. Il s'agit de se fabriquer un petit gabarit comme une petite tige de métal ayant une
épaisseur correspondant à la flèche (forêt de perceuse par exemple) qu'on essaiera de passer tout juste sous une règle
rigide placée
transversalement (bord en bord) du miroir. Lorsque nous serons proche de la
flèche, on sera très près de notre courbure. On peut confirmer aussi avec le Soleil.
miroir de 200mm F6. La longueur
focale (FL) sera de (200mm X 6 = 1200mm), le rayon géométrique du miroir
vaut 100mm (D / 2 ou 200mm / 2 = 100mm) et le rayon de courbure du miroir sera 2400mm
(2 X 1200mm). Si on applique nos valeurs dans la formule de la
FLECHE (100mm 2 / 2
X 2400mm), on obtient 2mm comme profondeur à atteindre au centre du
miroir. Si nous avions un miroir de F4, la flèche serait de 3.125mm. Il s'agit de se fabriquer un petit gabarit comme une petite tige de métal ayant une
épaisseur correspondant à la flèche (forêt de perceuse par exemple) qu'on essaiera de passer tout juste sous une règle
rigide placée
transversalement (bord en bord) du miroir. Lorsque nous serons proche de la
flèche, on sera très près de notre courbure. On peut confirmer aussi avec le Soleil.
|
Evaluation de la flèche au centre du miroir avec un forêt de perceuse |
Evaluation de la longueur focale avec le Soleil |
|||
|
|
|
|
|
|
Pour ma part, j'ai toujours utilisé la méthode du Soleil qui est très facile d'utilisation sans aucune autre manipulation. C'est ce que je vous recommande fortement. Une fois que l'on atteint la longueur focale désirée, il faut égaliser parfaitement les courbures des deux disques (contact ou réunissage). C'est l'étape suivante du processus.
Egalisation des surfaces entre l'outil et le miroir (CONTACT ou RÉUNISSAGE)
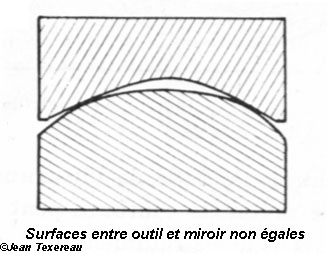 Une
fois la longueur focale atteinte, il nous faut égaliser les deux disques de
verre de façon à nous assurer que la forme
Une
fois la longueur focale atteinte, il nous faut égaliser les deux disques de
verre de façon à nous assurer que la forme convexe de l'outil devienne parfaitement égale à la forme concave du miroir. On
appelle cette opération: FAIRE LE
CONTACT ou RÉUNISSAGE. Pour cette étape, on utilise de l'abrasif numéro 80 (un peu plus
petit que le numéro 46) en faisant des courses un peu plus centrées allant jusqu'à
1/3 du diamètre en forme de I ou W serré. On met peu de pression sur le disque du dessus
(poid du disque ou des mains uniquement) et on tourne les disques
régulièrement. Il faut faire une séchée miroir dessus et outil dessous. Lors
de la prochaine séchée, on inverse miroir dessous et outil dessus afin de garder
la courbure correspondant à notre longueur focale. Il est bon de vérifier cette
longueur focale avec le Soleil durant l'opération de contact. Il faut faire le
nombre de séchées nécessaires jusqu'à ce que les deux
surfaces soient parfaitement en contact.
convexe de l'outil devienne parfaitement égale à la forme concave du miroir. On
appelle cette opération: FAIRE LE
CONTACT ou RÉUNISSAGE. Pour cette étape, on utilise de l'abrasif numéro 80 (un peu plus
petit que le numéro 46) en faisant des courses un peu plus centrées allant jusqu'à
1/3 du diamètre en forme de I ou W serré. On met peu de pression sur le disque du dessus
(poid du disque ou des mains uniquement) et on tourne les disques
régulièrement. Il faut faire une séchée miroir dessus et outil dessous. Lors
de la prochaine séchée, on inverse miroir dessous et outil dessus afin de garder
la courbure correspondant à notre longueur focale. Il est bon de vérifier cette
longueur focale avec le Soleil durant l'opération de contact. Il faut faire le
nombre de séchées nécessaires jusqu'à ce que les deux
surfaces soient parfaitement en contact.
 Pour vérifier cela, il
suffit de laver puis essuyer l'outil et le miroir pour enlever toute trace
d'abrasif et bien sécher les deux disques. Avec un crayon à mine ou un crayon feutre, on trace
des lignes transversales sur le miroir séché et on frotte avec l'outil à sec (sans aucun abrasif)
avec lle seul poid des mains pour vérifier si les lignes de
crayons s'effacent également sur l'ensemble de la surface du miroir et si on
sent que le mouvement accroche quelque part. S'il n'y a aucune résistance au
mouvement du miroir sur l'outil et si les lignes de crayons à mine s'effacent
uniformément, le contact est parfait. Si ce n'est pas le cas, il faut continuer à faire
d'autres séchées avec les courses convenables jusqu'à ce qu'on atteigne le contact parfait. Cette étape est
très importante car elle trace la forme parfaite de la concavité du miroir.
Pour vérifier cela, il
suffit de laver puis essuyer l'outil et le miroir pour enlever toute trace
d'abrasif et bien sécher les deux disques. Avec un crayon à mine ou un crayon feutre, on trace
des lignes transversales sur le miroir séché et on frotte avec l'outil à sec (sans aucun abrasif)
avec lle seul poid des mains pour vérifier si les lignes de
crayons s'effacent également sur l'ensemble de la surface du miroir et si on
sent que le mouvement accroche quelque part. S'il n'y a aucune résistance au
mouvement du miroir sur l'outil et si les lignes de crayons à mine s'effacent
uniformément, le contact est parfait. Si ce n'est pas le cas, il faut continuer à faire
d'autres séchées avec les courses convenables jusqu'à ce qu'on atteigne le contact parfait. Cette étape est
très importante car elle trace la forme parfaite de la concavité du miroir.
Il est possible que le réunissage soit difficile à atteindre parfaitement avec l'abrasif 80. Si on a fait plus d'une quinzaine de séchés et que la texture de la surface des deux disques est uniforme et que lors des courses de réunissage on ne sent aucun accrochage, vous pouvez passer au début du doucissage avec l'abrasif 120. Le contact s'améliorera de plus en plus avec les prochaines étapes.
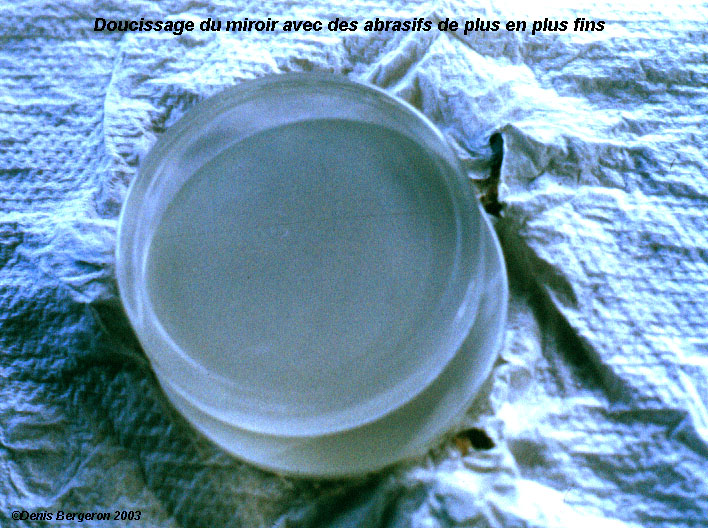
Une fois le contact atteint, on passe à l'étape du DOUCISSAGE qui consiste à rendre la surface du miroir de plus en plus douce par l'utilisation d'abrasifs de plus en plus petits et fins.
|
Traçage de lignes transversales au crayon à mine |
Frottage à sec des deux disques |
Evaluation des lignes |
Constat que les disques touchent au bord et non au centre |
Correction: |
|
|
|
|
|
|
|
|
|
Après l'opération de creusage et de contact (réunissage), les surfaces des deux disques de verre sont très rugueuses et très floues. Si on essaie de regarder au travers, on ne verra absolument rien. Le processus du doucissage consistera à rendre la surface de plus en plus douce par l'emploi d'abrasifs de plus en plus fins et de parfaire le contact entre les disques. En général, plus le numéro de l'abrasif est petit comme par exemple 120 plus le grain est gros. Les étapes du doucissage sont les plus longues du processus de fabrication des miroirs. On doit y mettre plusieurs heures de frottage par numéro d'abrasif pour s'assurer d'adoucir le verre au même niveau que l'abrasif et éliminer toute trace de l'abrasif précédent.
Après le doucissage et le
contact avec l'abrasif numéro 80, on doit nettoyer soigneusement notre poste de
travail de façon
à enlever toutes traces d'abrasifs numéro 46 et 80. Ces deux abrasifs sont très
durs
 et un seul grain pourra vous faire de belles
égratignures sur la surface optique si vous n'avez pas nettoyé soigneusement votre
poste de travail. Pour ma
part, lorsque je fabriquais des miroirs, je mettais toujours 3 à 4 épaisseurs de
papiers essui tout pour absorber l'eau et retenir les abrasifs. Je changeais
régulièrement mes essuis tout. Lorsque je lavais ma planche de travail, je la
défaisais complètement et je la brossais fortement à l'eau chaude pour m'assurer d'enlever
toutes traces d'abrasifs.
et un seul grain pourra vous faire de belles
égratignures sur la surface optique si vous n'avez pas nettoyé soigneusement votre
poste de travail. Pour ma
part, lorsque je fabriquais des miroirs, je mettais toujours 3 à 4 épaisseurs de
papiers essui tout pour absorber l'eau et retenir les abrasifs. Je changeais
régulièrement mes essuis tout. Lorsque je lavais ma planche de travail, je la
défaisais complètement et je la brossais fortement à l'eau chaude pour m'assurer d'enlever
toutes traces d'abrasifs.
Il est important lors du doucissage avec les premiers abrasifs (numéro 120 et 240) de vérifier la courbure du miroir de temps à autre. N'oubliez pas que si on travaille miroir dessus et outil dessous, on creuse. A l'inverse, si on travaille miroir dessous et outil dessus, on remonte la courbure. On a donc intérêt de travailler alternativement miroir dessus et outil dessous lors d'une séchée et de faire l'inverse à la prochaine séchée. Il faut aussi faire au minimum de 15 à 20 séchées par abrasif et user l'abrasif au maximum. La durée moyenne d'une séchée varie de 12 à 15 minutes ou jusqu'à ce que l'abrasif devienne inopérant. Après chaque séchée, il est bon de bien rincer les deux disques dans un bac d'eau et de poursuivre le doucissage. Il suffit d'ajouter de temps en temps quelques gouttes d'eau avec un compte-goutte entre les disques pour poursuivre le doucissage.
Il est possible que les deux disques collent ensemble par manque d'eau. Il suffit de faire couler de l'eau tiède par pression entre les deux disques et d'exercer une légère pression latérale pour séparer les disques. Une autre méthode consiste à couler de l'eau chaude dans un bassin puis de baigner uniquement l'outil en retenant le miroir au dessus de l'eau. La dilatation du verre permettra à l'eau de pénétrer entre les deux disques. Attention de ne pas échapper les disques au fond du bac.
 Egalement,
lorsqu'on utilise un abrasif plus fin (numéro 400 à 3000), il est bon de
le laver. On utilise deux petits pots de bébé bien nettoyés.
Egalement,
lorsqu'on utilise un abrasif plus fin (numéro 400 à 3000), il est bon de
le laver. On utilise deux petits pots de bébé bien nettoyés.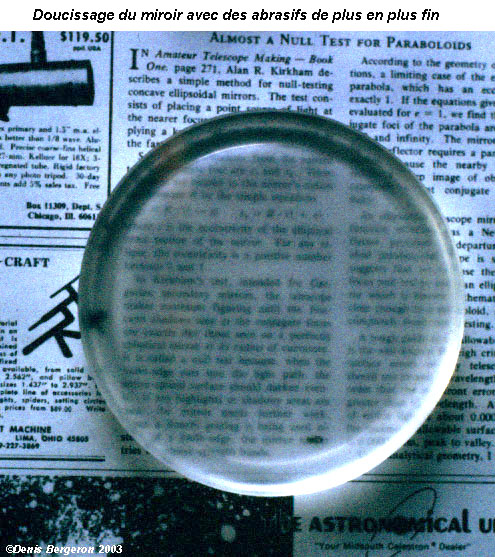 On met l'abrasif en poudre dans un des pots et on y ajoute de l'eau au 3/4. On
brasse vigoureusement le pot pour bien mélanger l'eau et l'abrasif , on attend 5
à 8 secondes pour que les grains d'abrasif plus lourds descendent au fond et on verse
l'abrasif mélangé à l'eau dans le second pot de bébé mais en laissant un fond
dans le pot de lavage. En procédant ainsi, on nettoie l'abrasif de toute trace
d'abrasif plus gros. On jette le reste d'abrasif du pot de lavage. Dans le
second pot, on laisse décanter l'abrasif et on enlève le surplus d'eau.
Il est important d'identifier le pot au numéro de l'abrasif avec un crayon
feutre indélébile. L'abrasif doit être de consistance crémeuse. A chaque nouvelle séchée, on
mélange soigneusement l'eau et l'abrasif (nettoyé) pour qu'il soit comme une
crème. Avec un compte goutte, on en prend une certaine quantité que l'on met sur
le disque. Lentement, on met l'autre disque dessus et on enlève les bulles d'air
en faisant des courses allongées vers les bords. Une fois les bulles d'air enlevées et que
l'abrasif couvre toutes les surfaces, on procède aux courses de doucissage. Il
ne faut pas mettre trop d'eau car l'abrasif aura tendance à s'écouler sur les
bords.
On met l'abrasif en poudre dans un des pots et on y ajoute de l'eau au 3/4. On
brasse vigoureusement le pot pour bien mélanger l'eau et l'abrasif , on attend 5
à 8 secondes pour que les grains d'abrasif plus lourds descendent au fond et on verse
l'abrasif mélangé à l'eau dans le second pot de bébé mais en laissant un fond
dans le pot de lavage. En procédant ainsi, on nettoie l'abrasif de toute trace
d'abrasif plus gros. On jette le reste d'abrasif du pot de lavage. Dans le
second pot, on laisse décanter l'abrasif et on enlève le surplus d'eau.
Il est important d'identifier le pot au numéro de l'abrasif avec un crayon
feutre indélébile. L'abrasif doit être de consistance crémeuse. A chaque nouvelle séchée, on
mélange soigneusement l'eau et l'abrasif (nettoyé) pour qu'il soit comme une
crème. Avec un compte goutte, on en prend une certaine quantité que l'on met sur
le disque. Lentement, on met l'autre disque dessus et on enlève les bulles d'air
en faisant des courses allongées vers les bords. Une fois les bulles d'air enlevées et que
l'abrasif couvre toutes les surfaces, on procède aux courses de doucissage. Il
ne faut pas mettre trop d'eau car l'abrasif aura tendance à s'écouler sur les
bords.
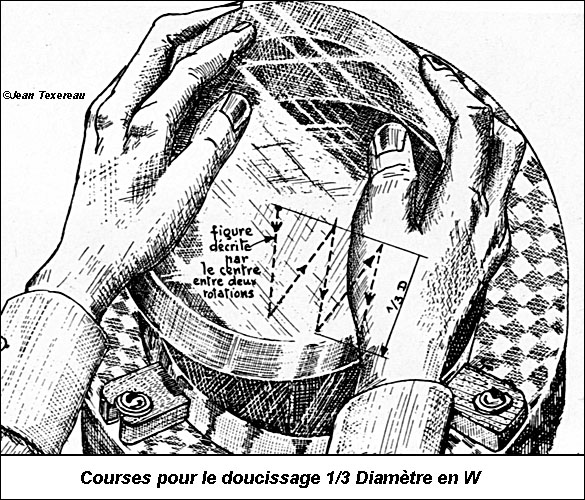 Les
courses à effectuer pour l'opération de doucissage sont exactement identiques à
celles de l'étape précédente (contact). Elles ont une forme de W et ne
dépassent pas 1/3 du diamètre. Par exemple, pour un miroir de
Les
courses à effectuer pour l'opération de doucissage sont exactement identiques à
celles de l'étape précédente (contact). Elles ont une forme de W et ne
dépassent pas 1/3 du diamètre. Par exemple, pour un miroir de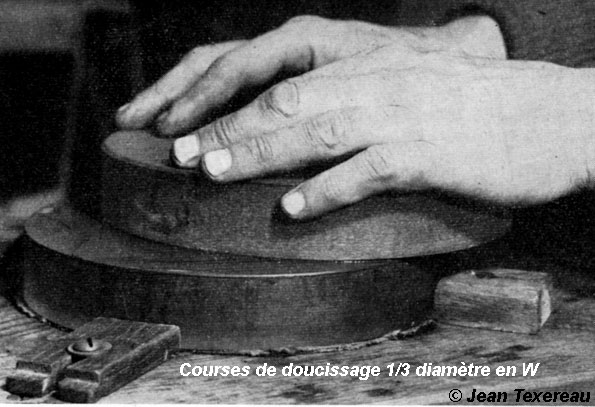 15cm, il faut faire une forme de W dont le centre du miroir n'ira pas plus loin
que 2.5 cm de part et d'autres du centre de l'outil. Il ne faut pas aller trop
loin dans les courses pour le doucissage. Durant tout le processus du
doucissage, c'est ce genre de course qu'il faut faire. On ne doit appliquer
qu'une pression légère avec nos mains sur le disque du dessus. Il faut aussi tourner régulièrement le
miroir dans ses mains et l'outil. C'est le secret. Il ne faut pas chercher à
aller trop vite en ne respectant pas l'amplitude des courses ou en ne faisant
pas assez de séchées par abrasif sinon on risque de travailler inutilement. En
ne respectant pas ces règles, on risque de créer une
HYPERBOLE D'ÉBAUCHAGE qu'il faut
éliminer en retournant à la phase de contact (réunissage). Il faut donc
respecter les règles énoncées et il n'y aura pas de problèmes.
15cm, il faut faire une forme de W dont le centre du miroir n'ira pas plus loin
que 2.5 cm de part et d'autres du centre de l'outil. Il ne faut pas aller trop
loin dans les courses pour le doucissage. Durant tout le processus du
doucissage, c'est ce genre de course qu'il faut faire. On ne doit appliquer
qu'une pression légère avec nos mains sur le disque du dessus. Il faut aussi tourner régulièrement le
miroir dans ses mains et l'outil. C'est le secret. Il ne faut pas chercher à
aller trop vite en ne respectant pas l'amplitude des courses ou en ne faisant
pas assez de séchées par abrasif sinon on risque de travailler inutilement. En
ne respectant pas ces règles, on risque de créer une
HYPERBOLE D'ÉBAUCHAGE qu'il faut
éliminer en retournant à la phase de contact (réunissage). Il faut donc
respecter les règles énoncées et il n'y aura pas de problèmes.
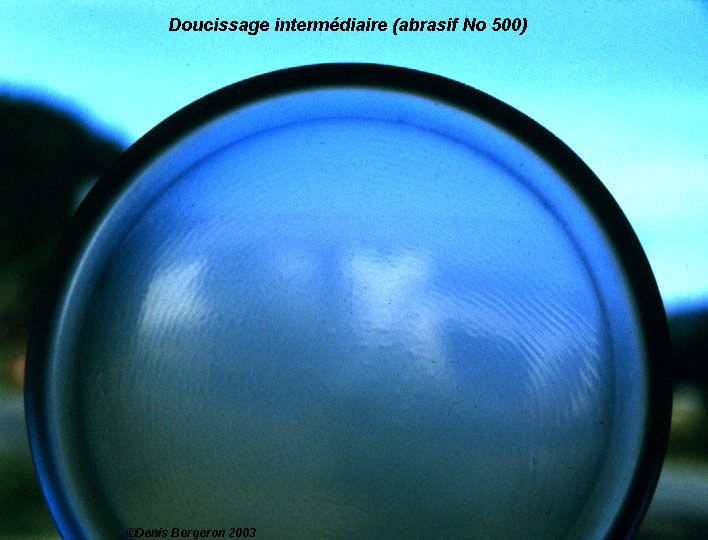 A chaque étape du doucissage avec des abrasifs de plus en plus fins (numéros
d'abrasif allant en augmentant jusqu'à 2500), on remarque que la surface
devient de plus en plus douce et de plus en plus transparente.
Après plusieurs
heures
A chaque étape du doucissage avec des abrasifs de plus en plus fins (numéros
d'abrasif allant en augmentant jusqu'à 2500), on remarque que la surface
devient de plus en plus douce et de plus en plus transparente.
Après plusieurs
heures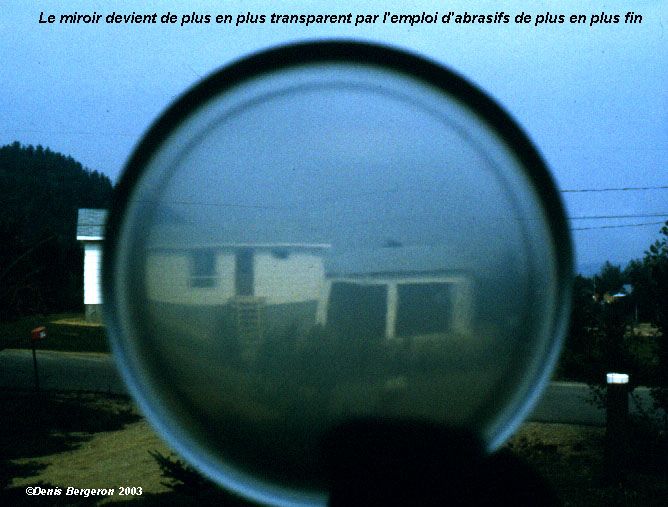 de frottage avec un abrasif donné, il faut
asséché le miroir et l'examiner au-dessus d'une lampe avec
un oculaire de longueur focale autour de 25mm placé à l'inverse (c'est à dire que l'endroit où on
regarde habituellement à l'oculaire est placé vers le miroir et on regarde par
le dessous jusqu'à ce qu'on puisse voir la surface grossie du miroir) afin de
déceler la présence de PIQURES
(petits points brillants ressemblant à des étoiles qui sont des restes des doucissages
précédents). Il faut
éliminer toutes traces si minimes soient-elles de doucissage des abrasifs
précédents.
A titre d'indice, à la fin de l'abrasif numéro 500, on commence à distinguer les
lumières brillantes lorsqu'on regarde à travers. Rendu à l'étape
de l'abrasif 2500, on pousse le frottage jusqu'à l'épuisement total de
l'abrasif. On peut facilement voir à travers
le miroir et si on place le miroir à plat sur un journal, on peut lire le texte
à travers.
de frottage avec un abrasif donné, il faut
asséché le miroir et l'examiner au-dessus d'une lampe avec
un oculaire de longueur focale autour de 25mm placé à l'inverse (c'est à dire que l'endroit où on
regarde habituellement à l'oculaire est placé vers le miroir et on regarde par
le dessous jusqu'à ce qu'on puisse voir la surface grossie du miroir) afin de
déceler la présence de PIQURES
(petits points brillants ressemblant à des étoiles qui sont des restes des doucissages
précédents). Il faut
éliminer toutes traces si minimes soient-elles de doucissage des abrasifs
précédents.
A titre d'indice, à la fin de l'abrasif numéro 500, on commence à distinguer les
lumières brillantes lorsqu'on regarde à travers. Rendu à l'étape
de l'abrasif 2500, on pousse le frottage jusqu'à l'épuisement total de
l'abrasif. On peut facilement voir à travers
le miroir et si on place le miroir à plat sur un journal, on peut lire le texte
à travers.
|
Analyse de la surface du miroir à la recherche de piqûres |
||
|
|
|
|
Si les égratignures sont
minimes, elles peuvent être négligeables. Cependant, pour les grosses
égratignures, il sera parfois obligatoire de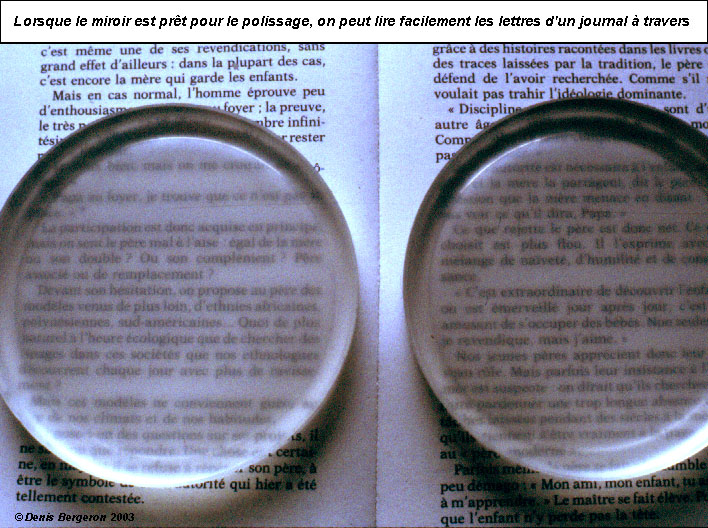 retourner aux premiers abrasifs
pour les éliminer. Il va sans dire que la propreté des lieux et du poste de
travail est ESSENTIELLE. Si on ne voit plus aucune
défectuosités à la surface du miroir et qu'on est capable de voir à travers ou de
lire un texte lorsque le miroir est à plat sur un journal, on est prêt à passer
à l'étape suivante soit le POLISSAGE.
Avant de passer à cette étape, il faudra à nouveau procéder à un nettoyage
complet pour éliminer toute trace d'abrasif. Les prochaines étapes seront très
salissantes et exigeront des soins particuliers si on ne veut pas s'attirer les
foudres de nos êtres chers.
retourner aux premiers abrasifs
pour les éliminer. Il va sans dire que la propreté des lieux et du poste de
travail est ESSENTIELLE. Si on ne voit plus aucune
défectuosités à la surface du miroir et qu'on est capable de voir à travers ou de
lire un texte lorsque le miroir est à plat sur un journal, on est prêt à passer
à l'étape suivante soit le POLISSAGE.
Avant de passer à cette étape, il faudra à nouveau procéder à un nettoyage
complet pour éliminer toute trace d'abrasif. Les prochaines étapes seront très
salissantes et exigeront des soins particuliers si on ne veut pas s'attirer les
foudres de nos êtres chers.
Le polissage consiste à rendre le miroir complètement transparent en éliminant toute trace de doucissage. L'abrasif employé pour le polissage est l'OXYDE DE CERIUM ou ROSE A POLIR mais on doit terminer le polissage avec un abrasif encore plus fin appelé ROUGE A POLIR ou son équivalent moderne OPALINE. Comme les grains de ces abrasifs sont tellement petits, on ne peut pas les utiliser avec l'outil actuel qui est trop dur. Il faut donc créer une surface plus molle appelé POLISSOIR. Pour fabriquer un polissoir, on utilise une sorte de résine dure appelé POIX NOIRE que l'on fait fondre dans une petite casserole à feu doux. Il est important d'utiliser un petit poêle électrique et pas un poêle à gaz. Le feu pourrait enflammer la résine. La poix noire ne doit être ni trop dure ni trop molle. Si elle est trop dure, on ajoute une petite quantité de térébenthine. Si elle est trop molle, il faut la faire chauffer un peu plus longtemps. Pour évaluer la bonne texture de la poix noire, on en fait refroidir une petite quantité sur une plaque de verre épaisse et une fois séché, on applique une bonne pression avec notre ongle. Si l'empreinte de l'ongle demeure, la poix est de bonne consistance. Pendant que la poix est fondue et repose dans la casserole à feu doux, on procède à l'étape suivante.
 Pour fabriquer le polissoir, on met les deux disques
de verre et le moule dans un bassin
contenant de l'eau chaude et on les laissent tremper environ 10 à
Pour fabriquer le polissoir, on met les deux disques
de verre et le moule dans un bassin
contenant de l'eau chaude et on les laissent tremper environ 10 à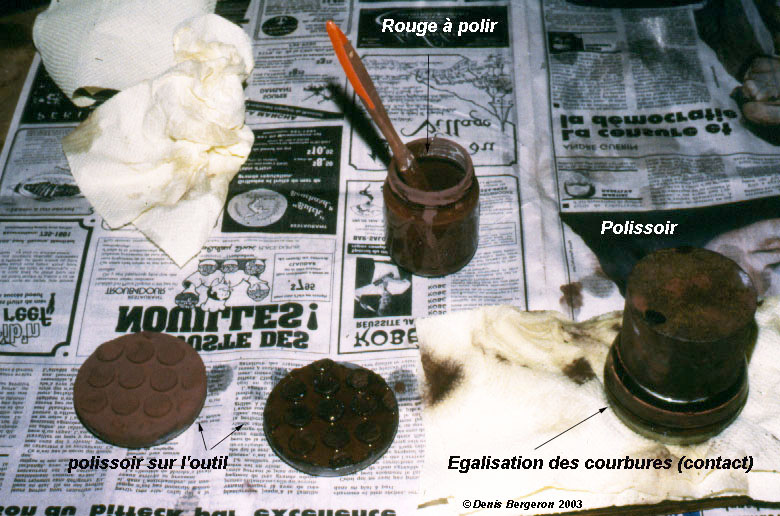 15 minutes pour qu'ils s'adaptent à la température de l'eau chaude. Sur une plaque
de verre assez épaisse, on prend le miroir, on l'essuie et on le dépose sur la
plaque avec la surface à polir vers le haut. On met
du rouge à polir dans un pot de bébé avec de l'eau de façon à obtenir une
consistance épaisse. Attention, le rouge à polir est extrêmement
salissant. A l'aide d'un pinceau, on étend une bonne couche de rouge à polir sur
la surface et les côtés du miroir.
15 minutes pour qu'ils s'adaptent à la température de l'eau chaude. Sur une plaque
de verre assez épaisse, on prend le miroir, on l'essuie et on le dépose sur la
plaque avec la surface à polir vers le haut. On met
du rouge à polir dans un pot de bébé avec de l'eau de façon à obtenir une
consistance épaisse. Attention, le rouge à polir est extrêmement
salissant. A l'aide d'un pinceau, on étend une bonne couche de rouge à polir sur
la surface et les côtés du miroir.
On récupère le moule dans le bassin et on l'essuie un peu. On place ensuite le moule avec des alvéoles spécialement conçu pour faire le polissoir. Il faut faire attention de ne pas mettre une alvéole en plein centre du miroir car cela créerait des défauts de courbures difficiles à corriger. Il faut placer le moule de manière à ce que l'alvéole près du centre soit un peu décalé par rapport au centre du miroir.
 Avec le pinceau, on étend partout et sur les deux côtés du moule ainsi que dans les
alvéoles, une couche de rouge à polir. On étend le moule enduit de rouge à polir
sur le miroir et on étend soigneusement du rouge à polir partout sur le moule et
sur le miroir en dessous. On sort ensuite l'outil et on l'assèche en l'essuyant soigneusement. A l'aide d'un
papier essuie tout, on asperge un peu de térébenthine dessus et on frotte la
surface de l'outil pour y mettre un léger film de térébenthine. Ensuite, on étend la poix noire fondue sur le moule de
façon à ce qu'elle dépasse légèrement les bords du miroir en dessous. On prend ensuite l'outil et on le dépose
soigneusement dessus la poix fondue mais centré sur le miroir. On s'assure que la
poix soit très molle (comme de la mélasse). Il
faut faire attention de ne pas se brûler lors de cette opération car la poix
fondue est très chaude et brûlante. On laisse
refroidir la poix noire dans cette position durant quelques minutes. Il ne faut
pas que la poix soit trop dure non plus sinon on aura de la difficulté à enlever
le moule.
Avec le pinceau, on étend partout et sur les deux côtés du moule ainsi que dans les
alvéoles, une couche de rouge à polir. On étend le moule enduit de rouge à polir
sur le miroir et on étend soigneusement du rouge à polir partout sur le moule et
sur le miroir en dessous. On sort ensuite l'outil et on l'assèche en l'essuyant soigneusement. A l'aide d'un
papier essuie tout, on asperge un peu de térébenthine dessus et on frotte la
surface de l'outil pour y mettre un léger film de térébenthine. Ensuite, on étend la poix noire fondue sur le moule de
façon à ce qu'elle dépasse légèrement les bords du miroir en dessous. On prend ensuite l'outil et on le dépose
soigneusement dessus la poix fondue mais centré sur le miroir. On s'assure que la
poix soit très molle (comme de la mélasse). Il
faut faire attention de ne pas se brûler lors de cette opération car la poix
fondue est très chaude et brûlante. On laisse
refroidir la poix noire dans cette position durant quelques minutes. Il ne faut
pas que la poix soit trop dure non plus sinon on aura de la difficulté à enlever
le moule.
 Une
fois la poix assez refroidie et suffisamment rigide, on inverse les disques de
manière à mettre le miroir dessus et l'outil dessous. Le moule est toujours placé entre
les deux disques. Avec une légère pression de côté, on déplace le miroir qui glisse grâce
à la couche de rouge à polir sur le moule. On enlève le miroir et
on attend encore un peu que la poix soit plus refroidie et gardant sa forme. Puis, on enlève lentement le moule. Une fois le moule enlevé, on nettoie le polissoir à
l'eau tiède et on le brosse soigneusement. On retire le polissoir de l'eau et à l'aide du ciseau à bois, on casse le surplus de poix noire qui
dépasse du polissoir sur son pourtour. On peut remettre les morceaux excédents dans la casserole de poix noire pour un usage futur. Avec le ciseau à bois, on adoucit soigneusement le tour de
l'outil de manière à ce qu'il n'y ait plus de poix qui dépasse le diamètre de
l'outil. On peut enlever environ 5mm de poix autour du polissoir vers
l'intérieur pour éviter de
se retrouver avec un bord rabattu lors de la correction des défauts. On brosse ensuite le polissoir pour enlever toutes traces de morceaux
de poix entre les alvéoles. A cette étape, il n'y a pas de rouge à polir sur le
polissoir et celui-ci est très propre et prêt pour l'étape suivante.
Une
fois la poix assez refroidie et suffisamment rigide, on inverse les disques de
manière à mettre le miroir dessus et l'outil dessous. Le moule est toujours placé entre
les deux disques. Avec une légère pression de côté, on déplace le miroir qui glisse grâce
à la couche de rouge à polir sur le moule. On enlève le miroir et
on attend encore un peu que la poix soit plus refroidie et gardant sa forme. Puis, on enlève lentement le moule. Une fois le moule enlevé, on nettoie le polissoir à
l'eau tiède et on le brosse soigneusement. On retire le polissoir de l'eau et à l'aide du ciseau à bois, on casse le surplus de poix noire qui
dépasse du polissoir sur son pourtour. On peut remettre les morceaux excédents dans la casserole de poix noire pour un usage futur. Avec le ciseau à bois, on adoucit soigneusement le tour de
l'outil de manière à ce qu'il n'y ait plus de poix qui dépasse le diamètre de
l'outil. On peut enlever environ 5mm de poix autour du polissoir vers
l'intérieur pour éviter de
se retrouver avec un bord rabattu lors de la correction des défauts. On brosse ensuite le polissoir pour enlever toutes traces de morceaux
de poix entre les alvéoles. A cette étape, il n'y a pas de rouge à polir sur le
polissoir et celui-ci est très propre et prêt pour l'étape suivante.
Il faut maintenant faire le contact parfait entre le polissoir et la courbure du miroir. On met à nouveau le miroir et le polissoir dans l'eau chaude durant quelques minutes afin qu'ils puissent se réchauffer. On prend ensuite le polissoir et on l'installe sur la plaque de verre et on étend du rouge à polir partout sur sa surface. On récupère ensuite le miroir réchauffé, on l'essuie soigneusement et on étend sur sa surface une couche de rouge à polir. On le met directement sur le polissoir en y appliquant une assez bonne pression pour que chacune des alvéoles épousent la courbure du miroir. On laisse un plat d'eau dessus pour que le contact demeure lorsque le polissoir sera complètement refroidi. On fait ainsi le contact parfait entre les alvéoles du polissoir et la courbure du miroir. On déplace ensuite le miroir sur le polissoir et on s'assure qu'il glisse aisément. Il ne faut JAMAIS laisser le miroir sur le polissoir sans rouge à polir. Le miroir risque de coller dessus.
On peut par contre laisser le miroir sur le polissoir si ce dernier possède une bonne couche de rouge à polir. On le recouvre d'une serviette humide pour garder l'humidité. Même si le rouge à polir sèche et que les deux disques se collent ensemble, il suffit de laisser couler de l'eau tiède entre les disques et d'exercer une légère pression latérale pour les décoller. Attention de ne jamais forcer trop fort pour échapper les disques. Une fois le contact effectué entre le polissoir et le miroir et que celui-ci glisse soigneusement sur le polissoir, on est prêt à procéder au polissage.
Personnellement, je faisais un autre contact en
utilisant un
MOUSTIQUAIRE EN NYLON
qui incrustait dans chacune des alvéoles du polissoir, des centaines de petits
carrés minuscules. Pour faire ce contact, je mettais le miroir, le
polissoir et le moustiquaire dans de l'eau chaude durant 15 minutes.
Je sortais le polissoir et j'y appliquais une bonne couche de rouge à polir.
Ensuite, j'installais le moustiquaire en nylon sur lequel j'appliquais sur
les deux côtés une bonne couche de rouge à polir pour éviter qu'il colle à la
poix. Ensuite, je sortais le miroir encore chaud et je le mettais sur le
moustiquaire en y faisant une bonne pression pour que les mailles du moustiquaire s'incrustent
complètement dans les alvéoles du polissoir.
pour éviter qu'il colle à la
poix. Ensuite, je sortais le miroir encore chaud et je le mettais sur le
moustiquaire en y faisant une bonne pression pour que les mailles du moustiquaire s'incrustent
complètement dans les alvéoles du polissoir.
 J'enlevais
ensuite le miroir puis sous l'eau tiède, je retirais très délicatement le
moustiquaire pour ne pas briser les micros carrelures sur les alvéoles. Une fois
le moustiquaire enlevé, on brosse soigneusement le polissoir et on refait un
dernier contact en mettant le miroir et le polissoir dans l'eau tiède durant
15 minutes. On reprend le polissoir, on y enduit une bonne couche de rouge à
polir puis
on met le miroir dessus en y mettant une pression adéquate pour que toutes les
alvéoles touchent au miroir et que celui-ci glisse très bien sur le polissoir
sans aucun accrochage. Ce procédé me donnait un contact parfait et le polissage
se faisait beaucoup plus rapidement. De plus, lors des
analyses des défauts de courbure avec un testeur de
Foucault ou lors la parabolisation, la qualité de la surface optique était extrêmement douce et uni ce qui
en augmente la qualité optique.
J'enlevais
ensuite le miroir puis sous l'eau tiède, je retirais très délicatement le
moustiquaire pour ne pas briser les micros carrelures sur les alvéoles. Une fois
le moustiquaire enlevé, on brosse soigneusement le polissoir et on refait un
dernier contact en mettant le miroir et le polissoir dans l'eau tiède durant
15 minutes. On reprend le polissoir, on y enduit une bonne couche de rouge à
polir puis
on met le miroir dessus en y mettant une pression adéquate pour que toutes les
alvéoles touchent au miroir et que celui-ci glisse très bien sur le polissoir
sans aucun accrochage. Ce procédé me donnait un contact parfait et le polissage
se faisait beaucoup plus rapidement. De plus, lors des
analyses des défauts de courbure avec un testeur de
Foucault ou lors la parabolisation, la qualité de la surface optique était extrêmement douce et uni ce qui
en augmente la qualité optique.
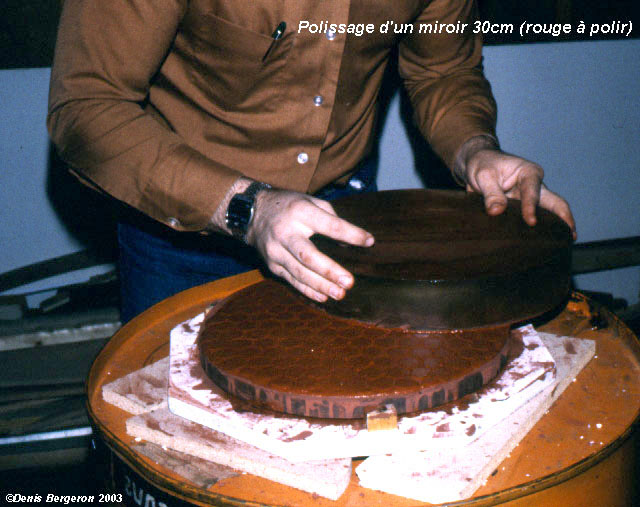 Les courses du polissage se font
comme pour le doucissage soit 1/3 du diamètre en forme de W miroir dessus et
outil
Les courses du polissage se font
comme pour le doucissage soit 1/3 du diamètre en forme de W miroir dessus et
outil dessous.
Il faut tourner le miroir et l'outil régulièrement. On applique une pression
uniforme avec ses mains seulement. Lorsqu'on commence à polir le miroir,
il faut le faire lorsque nous avons le temps et de préférence pendant plus d'une
heure ou deux. On peut le faire en regardant la télévision ou en écoutant de la
musique. Cela rend la tâche moins monotone. Au début du polissage, on étend une bonne couche d'oxyde de
cérium (1/3 de poudre d'oxyde de cérium pour 2/3 d'eau) ou son équivalent moderne sur le polissoir et on frotte en respectant les
courses du polissage. Si le miroir commence à être difficile à pousser, on
rajoute de l'oxyde de cérium en petite quantité à l'aide d'un petit pinceau sur
la partie libre du polissoir. C'est à ce moment que le
polissage se fait le mieux. Les grains d'oxyde de cérium s'incrustent entre le
polissoir et le verre maximisant le travail. Il faut y aller en douceur sans
donner de saccades. Lorsqu'on ajoute de l'oxyde ou du rouge à polir, on ne
sépare pas les disques. On tasse le miroir et on ajoute le rouge à polir. De temps en temps, on travaille miroir dessous et
outil dessus car il est normal que le centre se polisse plus vite si on
travaille miroir dessus. Pour polir le bord, on travaille miroir dessous. Après quelques heures de frottage, on s'aperçoit
que le miroir devient de plus en plus transparent et clair. Il commence aussi à
réfléchir la lumière. Le polissage doit s'effectuer jusqu'à ce qu'il n'y ait
plus aucune trace de doucissage.
dessous.
Il faut tourner le miroir et l'outil régulièrement. On applique une pression
uniforme avec ses mains seulement. Lorsqu'on commence à polir le miroir,
il faut le faire lorsque nous avons le temps et de préférence pendant plus d'une
heure ou deux. On peut le faire en regardant la télévision ou en écoutant de la
musique. Cela rend la tâche moins monotone. Au début du polissage, on étend une bonne couche d'oxyde de
cérium (1/3 de poudre d'oxyde de cérium pour 2/3 d'eau) ou son équivalent moderne sur le polissoir et on frotte en respectant les
courses du polissage. Si le miroir commence à être difficile à pousser, on
rajoute de l'oxyde de cérium en petite quantité à l'aide d'un petit pinceau sur
la partie libre du polissoir. C'est à ce moment que le
polissage se fait le mieux. Les grains d'oxyde de cérium s'incrustent entre le
polissoir et le verre maximisant le travail. Il faut y aller en douceur sans
donner de saccades. Lorsqu'on ajoute de l'oxyde ou du rouge à polir, on ne
sépare pas les disques. On tasse le miroir et on ajoute le rouge à polir. De temps en temps, on travaille miroir dessous et
outil dessus car il est normal que le centre se polisse plus vite si on
travaille miroir dessus. Pour polir le bord, on travaille miroir dessous. Après quelques heures de frottage, on s'aperçoit
que le miroir devient de plus en plus transparent et clair. Il commence aussi à
réfléchir la lumière. Le polissage doit s'effectuer jusqu'à ce qu'il n'y ait
plus aucune trace de doucissage.
Il faut notamment vérifier à l'oculaire au
dessus d'une lampe toutes les parties de la surface notamment les bords qui ne
polissent pas également par rapport au centre. Une fois le polissage terminé, il est
essentiel de poursuivre le polissage pendant 1 heure ou deux avec un abrasif
encore plus fin qu'on
 appelle
ROUGE À POLIR
ou son équivalent
appelle
ROUGE À POLIR
ou son équivalent moderne
l'OPALINE.
Il ne faut pas mettre trop de rouge à polir. On met 1/3 de poudre de rouge à
polir pour 2/3 d'eau dans un petit pot à bébé. Le polissage au rouge à polir donne une surface
beaucoup plus douce que l'oxyde de cérium. Le reste du travail se fera avec le
rouge à polir ou l'opaline. Lors du polissage, il est parfois nécessaire de refaire le
polissoir car les alvéoles s'aplatissent avec le temps. Il faut
parfaitement nettoyer à la brosse le polissoir à l'eau tiède. Ensuite, à l'aide
d'un ciseau à bois, on casse la poix sur le polissoir et on remet les morceaux
dans la casserole contenant la poix. La poix peut ensuite être refondu et être à
nouveau réutilisée. On essuie ensuite le polissoir avec un essuie tout imbibé de
térébenthine et on refait le polissoir à nouveau exactement comme on l'a vu
précédemment.
moderne
l'OPALINE.
Il ne faut pas mettre trop de rouge à polir. On met 1/3 de poudre de rouge à
polir pour 2/3 d'eau dans un petit pot à bébé. Le polissage au rouge à polir donne une surface
beaucoup plus douce que l'oxyde de cérium. Le reste du travail se fera avec le
rouge à polir ou l'opaline. Lors du polissage, il est parfois nécessaire de refaire le
polissoir car les alvéoles s'aplatissent avec le temps. Il faut
parfaitement nettoyer à la brosse le polissoir à l'eau tiède. Ensuite, à l'aide
d'un ciseau à bois, on casse la poix sur le polissoir et on remet les morceaux
dans la casserole contenant la poix. La poix peut ensuite être refondu et être à
nouveau réutilisée. On essuie ensuite le polissoir avec un essuie tout imbibé de
térébenthine et on refait le polissoir à nouveau exactement comme on l'a vu
précédemment.
Une fois le polissage accompli et que
le miroir est parfaitement transparent sans aucune traces de piqûres
résiduelles, on remarque qu'il
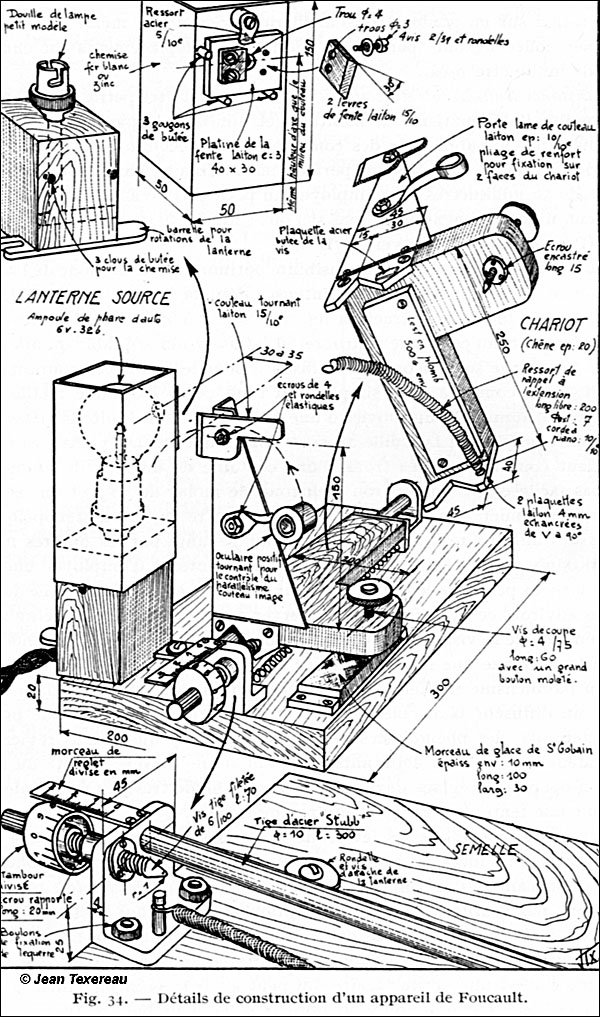 réfléchi
facilement la lumière qu'il reçoit. On peut déjà faire réfléchir sur le mur l'image
du Soleil ou des paysages éclairés par la lumière du jour. Avec une règle placée
transversalement, on voit
très bien la courbure ou la concavité du miroir. A ce stade, on peut penser que
notre miroir est terminé et prêt à être aluminé. Malheureusement, ce n'est pas
le cas. A l'oeil nu, tout nous semble parfait
réfléchi
facilement la lumière qu'il reçoit. On peut déjà faire réfléchir sur le mur l'image
du Soleil ou des paysages éclairés par la lumière du jour. Avec une règle placée
transversalement, on voit
très bien la courbure ou la concavité du miroir. A ce stade, on peut penser que
notre miroir est terminé et prêt à être aluminé. Malheureusement, ce n'est pas
le cas. A l'oeil nu, tout nous semble parfait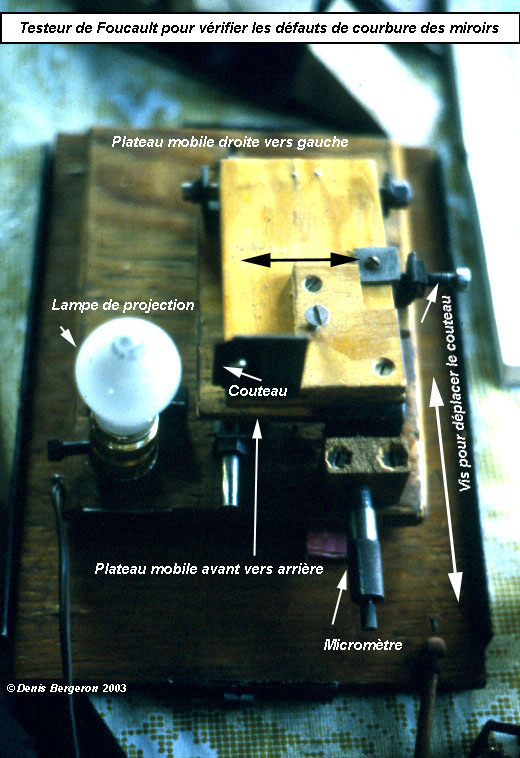 et la réflexion des lumières sur un mur semblent parfaite aussi mais en réalité, il
existe des défauts de courbure invisibles à l'oeil nu. Ces défauts sont de
l'ordre du centième de micron (1 micron = 1 millième de millimètre).
et la réflexion des lumières sur un mur semblent parfaite aussi mais en réalité, il
existe des défauts de courbure invisibles à l'oeil nu. Ces défauts sont de
l'ordre du centième de micron (1 micron = 1 millième de millimètre).
Pour pouvoir les visualiser, il faut utiliser un appareil très simple conçu par le physicien français Léon Foucault qui porte le nom de TESTEUR DE FOUCAULT. Cet appareil consiste à projeter un faisceau lumineux très étroit sur le miroir placé à son RAYON DE COURBURE (R) et de couper sa réflexion transversalement à l'aide d'un couteau au foyer pour voir apparaître les défauts de courbure. Malgré sa simplicité, cet appareil amplifie les défauts de courbure du miroir 1 million de fois. Ce que l'on voit lorsqu'on approche l'oeil du couteau, c'est une surface circulaire éclairée uniformément et présentant des ombrages un peu de la même manière que les cratères et les dômes lunaires placé au terminateur. C'est ce jeu d'ombres et de lumières qu'il faut apprendre à interpréter comme étant une bosse centrale, un trou central, un bord relevé ou un bord rabattu.
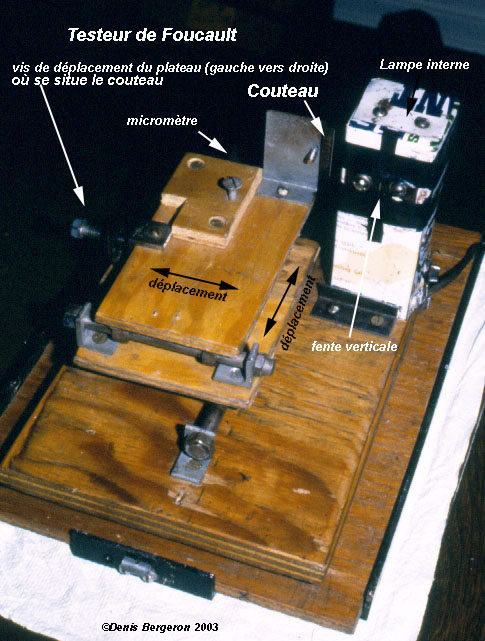 Construire
un testeur de Foucault, n'est pas trop compliqué. On fixe une source
lumineuse de moyenne puissance (7.5 watts) placée à la gauche de l'appareil. On place par dessus
la lampe vis
à vis le centre, un couvercle carré devant lequel on perce un petit trou de 4mm
de diamètre. Devant ce trou, on visse deux lames
de rasoirs dont les tranchants sont collés très près. L'une des lames doit être
mobile afin de pouvoir ajuster l'épaisseur du faisceau projeté. Le trou doit
arriver au centre de l'ampoule de projection. La largeur du faisceau doit être très mince et parfaitement
verticale. Pour s'en assurer, on le met le plus mince possible puis on colle
notre oeil sur la fente. On devrait voir des franges sombres et claires
parallèles dues aux interférences de la lumière. La largeur de la fente devra
être de l'ordre 20 microns ou moins. La hauteur de la fente peut aussi être
réduite à 2 ou 3mm par l'ajout de ruban électrique.
Construire
un testeur de Foucault, n'est pas trop compliqué. On fixe une source
lumineuse de moyenne puissance (7.5 watts) placée à la gauche de l'appareil. On place par dessus
la lampe vis
à vis le centre, un couvercle carré devant lequel on perce un petit trou de 4mm
de diamètre. Devant ce trou, on visse deux lames
de rasoirs dont les tranchants sont collés très près. L'une des lames doit être
mobile afin de pouvoir ajuster l'épaisseur du faisceau projeté. Le trou doit
arriver au centre de l'ampoule de projection. La largeur du faisceau doit être très mince et parfaitement
verticale. Pour s'en assurer, on le met le plus mince possible puis on colle
notre oeil sur la fente. On devrait voir des franges sombres et claires
parallèles dues aux interférences de la lumière. La largeur de la fente devra
être de l'ordre 20 microns ou moins. La hauteur de la fente peut aussi être
réduite à 2 ou 3mm par l'ajout de ruban électrique.
A droite de la lampe, on installe un premier plateau mobile qui avancera du devant vers l'arrière (longitudinalement) sur une distance d'environ 25mm. Ce plateau doit glissé doucement sur une rail retenu sur le côté gauche et qui s'appuie par une vis pointue sur une petite plaque de verre sur le côté droit. Un ressort assurera la tension pour ramener le plateau vers l'arrière. Un micromètre de précision est placé à l'arrière en contact constant avec ce plateau. Avec le micromètre qui se visse et se dévisse, on avance ou recule le premier plateau longitudinalement. Les graduations du micromètre serviront à mesurer la courbure des différentes zones du miroir lors de l'étape de la parabolisation. On peut utiliser un micromètre en système métrique ou anglais.
Sur le premier plateau, on peut installer un second plateau selon le même principe que celui du bas mais dont le déplacement se fera de droite vers la gauche (transversalement) à l'aide d'une petite vis à pas fins placé à la droite du plateau. Sur ce plateau, vis-à-vis la position de la fente de la lampe à environ 30 à 35mm à droite, on installe une autre lame de rasoir qui servira de COUTEAU pour intercepter les rayons lumineux provenant du miroir afin de voir les défauts de la surface. Certains montages plus simples omettent ce deuxième plateau et ajoute simplement une vis à droite du plateau de base qui montera ou abaissera la plate-forme principale. Le couteau sera placé sur cette même plate-forme. Les images dans cette section illustrent quelques modèles de testeurs de Foucault.
NOTE IMPORTANTE: Certains modèles de testeurs de Foucault sont conçus de manière à ce que la source lumineuse et le couteau sont fixés sur un même plateau qui lui est mobile. La source lumineuse et le couteau avancent ou reculent toujours ensembles. Dans la prise des mesures de la parabole, on doit s'assurer de multiplier nos valeurs mesurées par deux. On y reviendra dans la section des mesures de la parabole.
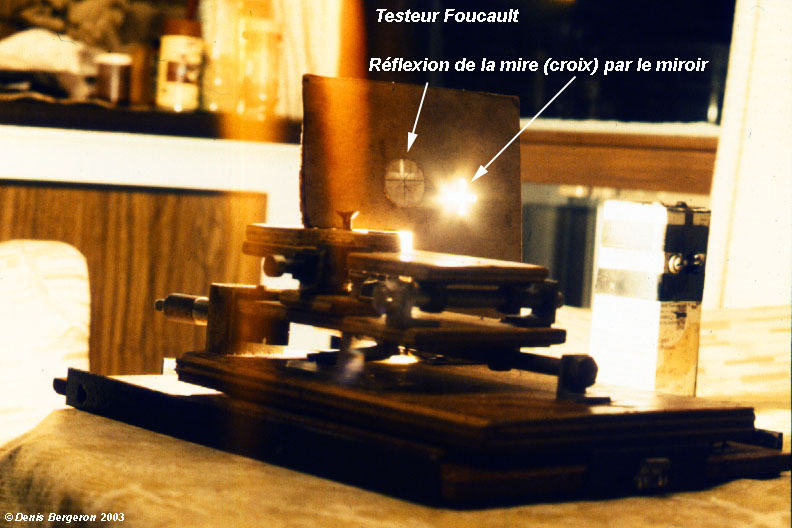 Pour
tester un miroir avec un testeur de Foucault, il suffit de placer le miroir dans
une boite de bois hermétique aux
Pour
tester un miroir avec un testeur de Foucault, il suffit de placer le miroir dans
une boite de bois hermétique aux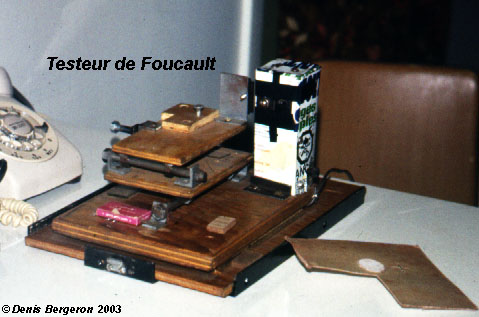 lumières ambiantes parasites en face du testeur sur une distance correspondant
au RAYON DE COURBURE (R)
du miroir soit 2 fois la longueur focale (2 x F). L'endroit doit être à
température constante loin des calorifères et sources de chaleur. La température
du miroir doit être celle de la pièce pour éviter les turbulences. On peut
laisser une petite lumière ambiante et on évite aussi les endroits
lumières ambiantes parasites en face du testeur sur une distance correspondant
au RAYON DE COURBURE (R)
du miroir soit 2 fois la longueur focale (2 x F). L'endroit doit être à
température constante loin des calorifères et sources de chaleur. La température
du miroir doit être celle de la pièce pour éviter les turbulences. On peut
laisser une petite lumière ambiante et on évite aussi les endroits
 où
il y a beaucoup de circulation. On enlève le couvercle sur la
lampe et on place un carton opaque mais avec une croix découpée dans le carton
vis-à-vis le centre de la lampe. Sur le même carton, on trace une mire à
l'endroit où est situé le couteau. La croix lumineuse est projetée sur le miroir
et ce dernier réfléchi la lumière vers le couteau. Une fois la réflexion du
miroir placée sur la mire, on enlève le carton et on place le couvercle avec la
fente sur la lampe de projection. Si on met notre oeil, derrière le couteau, on
voit une petite ligne verticale. Celle-ci doit être très étroite et parallèle au
couteau.
où
il y a beaucoup de circulation. On enlève le couvercle sur la
lampe et on place un carton opaque mais avec une croix découpée dans le carton
vis-à-vis le centre de la lampe. Sur le même carton, on trace une mire à
l'endroit où est situé le couteau. La croix lumineuse est projetée sur le miroir
et ce dernier réfléchi la lumière vers le couteau. Une fois la réflexion du
miroir placée sur la mire, on enlève le carton et on place le couvercle avec la
fente sur la lampe de projection. Si on met notre oeil, derrière le couteau, on
voit une petite ligne verticale. Celle-ci doit être très étroite et parallèle au
couteau.
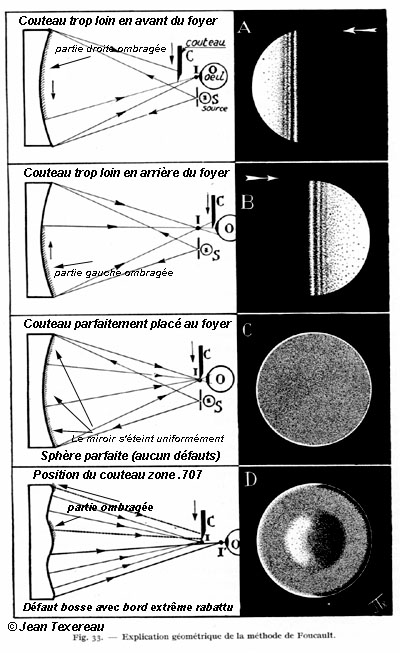 Pour
savoir où se situe la fente réfléchie par le miroir, on place la tête loin
derrière le couteau et on se déplace latéralement pour la localiser.
Pour
savoir où se situe la fente réfléchie par le miroir, on place la tête loin
derrière le couteau et on se déplace latéralement pour la localiser.
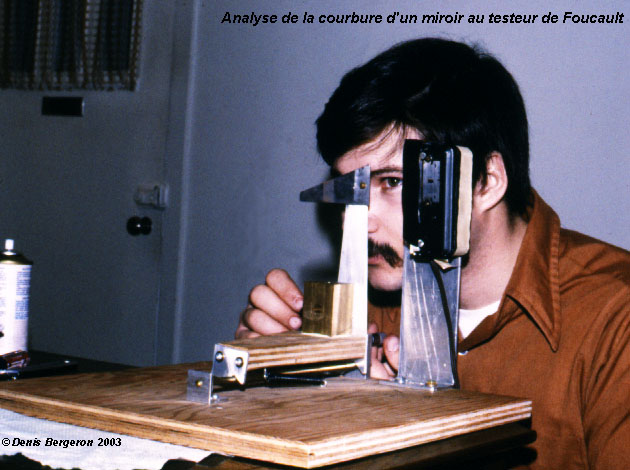 Par
la suite, il suffit de placer le micromètre au centre de sa course. On met
ensuite notre oeil collé au couteau et on bouge le testeur pour que la fente
réfléchie colle le couteau. Ensuite, on avance ou recule le testeur très
lentement tout en
regardant la fente collée sur le couteau jusqu'à ce que le miroir devienne
complètement éclairé uniformément. Nous sommes alors exactement au
CENTRE DE COURBURE
du miroir. Toujours en collant notre oeil sur le couteau, on déplace très
lentement le plateau du dessus vers la gauche et vers la droite en utilisant la vis de précision
du plateau. De cette manière, on coupe le rayon réfléchi par le
miroir. Si nous sommes parfaitement au centre de courbure du miroir et si le
miroir présente des défauts de courbure, on verra apparaître des
zones claires et sombres à la surface du miroir. Ce sont ces zones que l'on doit
interpréter qui nous diront quelles sont les défauts de la surface du miroir. Il
ne faut pas s'inquiéter, ces défauts de courbures sont très minimes (quelques
microns d'amplitude) et peuvent facilement se corriger avec le polissoir en y appliquant des courses
appropriées durant quelques minutes. C'est la partie la plus intéressante de la
fabrication des miroirs et nous sommes pas très loin de la finition de notre
oeuvre.
Par
la suite, il suffit de placer le micromètre au centre de sa course. On met
ensuite notre oeil collé au couteau et on bouge le testeur pour que la fente
réfléchie colle le couteau. Ensuite, on avance ou recule le testeur très
lentement tout en
regardant la fente collée sur le couteau jusqu'à ce que le miroir devienne
complètement éclairé uniformément. Nous sommes alors exactement au
CENTRE DE COURBURE
du miroir. Toujours en collant notre oeil sur le couteau, on déplace très
lentement le plateau du dessus vers la gauche et vers la droite en utilisant la vis de précision
du plateau. De cette manière, on coupe le rayon réfléchi par le
miroir. Si nous sommes parfaitement au centre de courbure du miroir et si le
miroir présente des défauts de courbure, on verra apparaître des
zones claires et sombres à la surface du miroir. Ce sont ces zones que l'on doit
interpréter qui nous diront quelles sont les défauts de la surface du miroir. Il
ne faut pas s'inquiéter, ces défauts de courbures sont très minimes (quelques
microns d'amplitude) et peuvent facilement se corriger avec le polissoir en y appliquant des courses
appropriées durant quelques minutes. C'est la partie la plus intéressante de la
fabrication des miroirs et nous sommes pas très loin de la finition de notre
oeuvre.
 Pour
l'étape de la correction des défauts de courbure du miroir, on peut facilement
se fabriquer un testeur de Foucault très artisanal et peu coûteux. Il suffit de prendre une planche de bois sur laquelle on installera une petite lampe de
quelques watts de puissance sur sa gauche. On recouvrera cette lampe d'un contenant métallique
vide auquel on aura percé un trou très fin vis à vis le centre de la lampe. On
collera ensuite une petite languette de bois comme séparateur à droite du
contenant métallique. On prendra ensuite une petite plaque de bois rectangulaire
sur laquelle on collera une plaquette verticale. On vissera une
petite lame de rasoir sur cette plaquette verticale. L'ensemble du bloc doit
pouvoir se déplacer longitudinalement pour atteindre le centre de courbure du
miroir afin d'y voir les défauts. Le couteau doit être parfaitement parallèle au
point réfléchi par le miroir. Le schéma de gauche montre à quoi ressemble
notre montage. Ce système très rudimentaire servira uniquement à constater les
défauts de courbure afin de les corriger. Pour l'étape de la parabolisation,
vous devrez utiliser un testeur de Foucault plus sophistiqué comme ceux
recommandé plus haut.
Pour
l'étape de la correction des défauts de courbure du miroir, on peut facilement
se fabriquer un testeur de Foucault très artisanal et peu coûteux. Il suffit de prendre une planche de bois sur laquelle on installera une petite lampe de
quelques watts de puissance sur sa gauche. On recouvrera cette lampe d'un contenant métallique
vide auquel on aura percé un trou très fin vis à vis le centre de la lampe. On
collera ensuite une petite languette de bois comme séparateur à droite du
contenant métallique. On prendra ensuite une petite plaque de bois rectangulaire
sur laquelle on collera une plaquette verticale. On vissera une
petite lame de rasoir sur cette plaquette verticale. L'ensemble du bloc doit
pouvoir se déplacer longitudinalement pour atteindre le centre de courbure du
miroir afin d'y voir les défauts. Le couteau doit être parfaitement parallèle au
point réfléchi par le miroir. Le schéma de gauche montre à quoi ressemble
notre montage. Ce système très rudimentaire servira uniquement à constater les
défauts de courbure afin de les corriger. Pour l'étape de la parabolisation,
vous devrez utiliser un testeur de Foucault plus sophistiqué comme ceux
recommandé plus haut.
L'interprétation des défauts de courbure du miroir
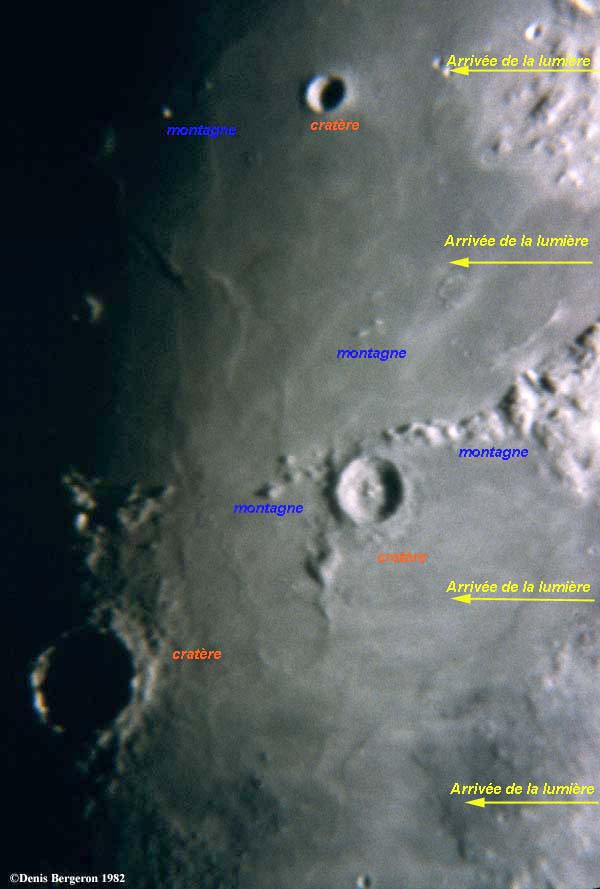 Pour
bien comprendre comment interpréter les défauts de courbure d'un miroir, imaginons que nous
observons le terminateur lunaire au premier quartier à très fort grossissement.
Comment faisons nous pour différencier les cratères (creux) des dômes (bosses)
ou montagnes? Le terminateur lunaire subit un éclairage rasant provenant du côté
du Soleil (côté droit sur l'image). Si on regarde un cratère (creux), on remarquera que l'éclairage se fera
du côté gauche. Si c'est un dôme ou une montagne, l'éclairage sera du côté
droit.
Pour
bien comprendre comment interpréter les défauts de courbure d'un miroir, imaginons que nous
observons le terminateur lunaire au premier quartier à très fort grossissement.
Comment faisons nous pour différencier les cratères (creux) des dômes (bosses)
ou montagnes? Le terminateur lunaire subit un éclairage rasant provenant du côté
du Soleil (côté droit sur l'image). Si on regarde un cratère (creux), on remarquera que l'éclairage se fera
du côté gauche. Si c'est un dôme ou une montagne, l'éclairage sera du côté
droit.
C'est un peu le même principe qui
s'applique lorsqu'on analyse les défauts de courbure des miroirs de télescopes.
Dans notre testeur de Foucault la lumière arrive à l'opposé du couteau donc de
la gauche. Les défauts de courbure sont invisibles à l'oeil nu lorsqu'on regarde le miroir. Le testeur de
Foucault permet quant à lui de les voir sous forme de zones sombres et claires
qu'il suffit d'interpréter. Ceux-ci ne représentent une amplitude que de
quelques centièmes de microns sur la surface du verre. Le couteau du testeur
doit être placé de sorte que l'on voit le miroir complètement éclairé et
lorsqu'on coupe le faisceau réfléchi, le miroir s'éteint uniformément laissant
apparaître les défauts zonaux.
invisibles à l'oeil nu lorsqu'on regarde le miroir. Le testeur de
Foucault permet quant à lui de les voir sous forme de zones sombres et claires
qu'il suffit d'interpréter. Ceux-ci ne représentent une amplitude que de
quelques centièmes de microns sur la surface du verre. Le couteau du testeur
doit être placé de sorte que l'on voit le miroir complètement éclairé et
lorsqu'on coupe le faisceau réfléchi, le miroir s'éteint uniformément laissant
apparaître les défauts zonaux.
La plupart des défauts que l'on constate sont des bosses ou des trous au centre et des bords relevés ou rabattus, une combinaison des deux ou une surface optique rugueuse et non uniforme (mamelonnage). Si on ne voit aucun défaut apparent et que le miroir s'éteint uniformément, le miroir est SPHÉRIQUE (aucun défaut de courbure). Un miroir sphérique réfléchi TOUS les rayons au même point. C'est la raison que l'image du miroir s'éteint en même temps. On dit que l'image s'éteint en TEINTE PLATE. Cela signifie que le couteau est placé au centre de courbure de la zone. Dans le cas d'une sphère, c'est tout le miroir qui s'éteint en même temps. Nous sommes donc sur un seul point et non sur un segment comme nous le verrons plus loin lorsqu'on constatera qu'il y aura un défaut quelconque. L'amplitude des défauts sera d'autant plus grande que le contraste entre les teintes sera intense.
Avant la parabolisation, il est important de
corriger les défauts de la courbure pour les amener le plus proche possible de
la sphère (aucun
 défaut). Il est cependant extrêmement rare que nous ayons une sphère parfaite lorsqu'on analyse la précision de la courbure
une fois le polissage terminé. Il faut donc apprendre à interpréter les défauts et
à les
corriger pour ramener le miroir vers la sphère parfaite. C'est l'étape avant la parabolisation finale du miroir.
La maîtrise des courses adéquates pour corriger les défauts de courbure
s'apprend par la pratique et en notant soigneusement sur un calepin de note les
défauts constatés et la correction effectuée. Vous trouverez dans la prochaine
section des techniques
pour corriger les défauts de courbure. Il vous suffit de
les appliquer et de noter ensuite le résultat. Il y a beaucoup d'apprentissage
par essai et erreur dans cette partie.
défaut). Il est cependant extrêmement rare que nous ayons une sphère parfaite lorsqu'on analyse la précision de la courbure
une fois le polissage terminé. Il faut donc apprendre à interpréter les défauts et
à les
corriger pour ramener le miroir vers la sphère parfaite. C'est l'étape avant la parabolisation finale du miroir.
La maîtrise des courses adéquates pour corriger les défauts de courbure
s'apprend par la pratique et en notant soigneusement sur un calepin de note les
défauts constatés et la correction effectuée. Vous trouverez dans la prochaine
section des techniques
pour corriger les défauts de courbure. Il vous suffit de
les appliquer et de noter ensuite le résultat. Il y a beaucoup d'apprentissage
par essai et erreur dans cette partie.
Pour éliminer les défauts de courbure, il suffit de faire les courses appropriées pour ramener le miroir vers la sphère. L'interprétation des défauts de courbure au testeur de Foucault est beaucoup plus facile à comprendre en dessinant le profil du défaut comme le montre l'image à gauche. Le travail de correction prend quelques minutes car on corrige de quelques centièmes de microns seulement ces défauts.
La correction des défauts de courbure
Les causes qui font que nous ayons des défauts de courbure sont multiples. Elles sont causées habituellement par des courses trop longues ou trop courtes, par une trop grande amplitude, par un mauvais contact du polissoir, par une mauvaise pression des mains, etc. Les défauts de courbure montrant des parties relevées comme une bosse centrale ou un bord relevé se corrigent assez facilement. Les bords rabattus sont plus difficiles à remonter car ils exigent habituellement de petites courses miroir dessous et outil dessus avec une légère pression sur la main droite. Il existe plusieurs moyens de corriger la plupart des défauts. En ayant à l'esprit qu'un miroir dessus et outil dessous aura tendance à creuser le verre alors que si on fait l'inverse, on remonte le verre. L'amplitude des courses agit aussi sur le verre. Une grande amplitude a tendance à creuser et un faible amplitude à tendance à faire remonter le verre. Finalement, la pression exercée a aussi une influence. Plus on presse en frottant à un endroit précis du miroir plus cette partie se creusera. La correction des défauts particuliers du verre verra justement à éliminer ces formes indésirables qui ne font que créer des interférences dans le front d'onde qui dégrade notre image.
Les défauts zonaux ont une grande influence sur le
trajet des rayons lumineux. Par exemple, si nous avons une bosse au centre du
miroir,
 celle-ci intercepte les rayons plus vite que le reste du miroir. Les
rayons lumineux sont donc réfléchis avant ceux des autres zones et les rayons
n'arrivent pas tous au même endroit et en même temps. Il s'en suit une déformation
de l'image dues aux interférences causées par les déformations du verre sur le
front d'onde réfléchi. Il en est de même pour les autres défauts zonaux.
L'absence de défauts (sphère parfaite) semble idéale au niveau de la
vérification avec le testeur de Foucault car tous les rayons sont réfléchis au
même point. Cependant, il faut garder à l'esprit que les rayons émis par le
testeur de Foucault ne proviennent pas de l'infini et une sphère parfaite ne
saurait réfléchir tous les rayons provenant de l'infini à l'intérieur du disque
de diffraction. Pour que tous les
rayons lumineux provenant de l'infini puissent se réfléchir à l'intérieur du
disque de diffraction, il faut donner une forme très spéciale à notre miroir
qu'on appelle
PARABOLE.
celle-ci intercepte les rayons plus vite que le reste du miroir. Les
rayons lumineux sont donc réfléchis avant ceux des autres zones et les rayons
n'arrivent pas tous au même endroit et en même temps. Il s'en suit une déformation
de l'image dues aux interférences causées par les déformations du verre sur le
front d'onde réfléchi. Il en est de même pour les autres défauts zonaux.
L'absence de défauts (sphère parfaite) semble idéale au niveau de la
vérification avec le testeur de Foucault car tous les rayons sont réfléchis au
même point. Cependant, il faut garder à l'esprit que les rayons émis par le
testeur de Foucault ne proviennent pas de l'infini et une sphère parfaite ne
saurait réfléchir tous les rayons provenant de l'infini à l'intérieur du disque
de diffraction. Pour que tous les
rayons lumineux provenant de l'infini puissent se réfléchir à l'intérieur du
disque de diffraction, il faut donner une forme très spéciale à notre miroir
qu'on appelle
PARABOLE.
Pour les miroirs dont la focale est autour de F10, on pourrait se contenter d'un miroir sphérique à cause du rayon du disque de diffraction plus large. Pour les focales inférieures à F10, il faut donner au miroir une forme parabolique dont l'amplitude sera d'autant plus grande que la courbure du miroir sera prononcée. Avant de passer la la forme parabolique, il est de mise de voir à corriger les défauts zonaux pour les ramener le plus près possible de la sphère. Les images de cette section illustrent quelques exemples sur comment procéder pour corriger les défauts de courbure pour ramener le miroir vers la sphère parfaite.
Les défauts de faible amplitude (teinte et contraste très faible), peuvent être considérés comme étant proche de la sphère. A ce moment là, on peut procéder aux courses spéciales de parabolisation que l'on verra dans les prochaines sections du document. Pour les autres défauts, il faut tenter de les réduire voire les éliminer. Avant de procéder à l'élimination des défauts, il faut s'assurer que les alvéoles du polissoir ne sont pas trop écrasées et que le contact est parfait. Au besoin, il sera préférable de refaire le polissoir et le contact avec le moustiquaire en nylon. On peut continuer le polissage durant 1 heure ou deux avec un nouveau polissoir en respectant des courses 1/3 diamètre en forme de W et en mettant une pression uniforme avec ses mains. Il est très important de polir le miroir vers la fin du polissage en utilisant uniquement du rouge à polir (dilution 1/3 de rouge pour 2/3 d'eau) ou son équivalent moderne (opaline). Il faut toujours tourner le miroir et l'outil régulièrement. Il vaut mieux réduire l'amplitude des courses. L'usage d'un bon polissoir avec des micros carrelures grâce au moustiquaire en nylon avec un contact parfait et le respect des règles précédentes devraient vous donner une surface optique impeccable.
Il est recommandé de noter sur un carnet les défauts
constatés et les courses de correction effectuées ainsi que la durée de
l'intervention. Cela vous guidera dans l'efficacité de votre technique et en
même temps, vous y gagnerez en expérience. Il ne faut pas y aller trop vite et
trop longtemps. Dépendant de l'amplitude (contraste des teintes observées au
testeur) du défaut, la durée du travail de correction sera plus ou moins
longues. Habituellement, on corrige durant quelques minutes puis on vérifie à
nouveau le miroir.

Les techniques de correction des défauts zonaux sont assez diversifiés. Habituellement, on se sers du polissoir habituel. D'autres utilisent des polissoirs plus petits. Personnellement, j'utilise le polissoir principal. Pour éliminer un défaut quelconque, il faut le localiser sur le miroir avec le testeur de Foucault et travailler cette zone particulière. Le schéma de droite illustre les corrections à effectuer pour éliminer certains défauts de zones du miroir.
Par exemple, si on a un
bord rabattu,
on verra le bord gauche plus brillant et une ombre sur le côté droit au testeur
de Foucault. Dépendant du contraste, on saura s'il est creux ou très creux. Il
faudra donc le ramener vers la sphère. La correction recommandée est de placer
le miroir en dessous et l'outil dessus. On fait des courses 1/4 diamètre en W
mais en mettant un peu de pression sur le côté droit du miroir avec la main
droite. On tourne régulièrement les deux disques pour avoir une correction
uniforme. On pourrait aussi travailler miroir dessus en faisant de très petites
courses en W. La durée de la correction dépend de l'amplitude du défaut. On peut
travailler durant 7 à 8 minutes puis revérifier à nouveau le miroir au testeur
de Foucault.
Pour ramener un bord extrême rabattu, on découpe un anneau dans du papier ciré couvrant uniquement les bords (on peut en mettre deux ou trois épaisseurs) que l'on met sur le polissoir avec du rouge à polir sur les deux côtés. On fait un nouveau contact en mettant le miroir dans l'eau chaude. L'anneau de papier ciré laissera un petit jeu sur les bords du polissoir alors que l'ensemble du polissoir touchera le reste du miroir. On frotte ensuite normalement en faisant des courses 1/3 diamètre (miroir dessus). Les bords devraient remonter par rapport au reste du miroir. Cette technique est à employer en dernier ressort. Ne pas oublier de refaire le contact parfait sur l'ensemble du polissoir une fois le défaut corrigé.
Pour corriger un bord relevé, (côté gauche ombragé, côté droit brillant au testeur), on fait la même correction mais en mettant la pression sur le côté gauche avec la main gauche. On peut aussi simplement augmenter l'amplitude des courses (miroir dessus) à 1/3 diamètre en forme de W. Pour corriger une bosse centrale (teinte brillante au centre du côté gauche et teinte ombragée du côté droit au testeur), on met le miroir dessus le polissoir et on amène le centre du miroir sur le bord du polissoir en faisant des courses en W d'amplitude moyenne (1/3 diamètre) pour creuser la bosse. Pour corriger un trou central (teinte brillante au centre du côté droit et teinte ombragée du côté gauche au testeur), on travaille la zone la plus relevée (voir schéma en haut à droite) en creusant la zone la plus relevée comme pour une bosse centrale mais en y allant plus vers la zone 70%. On peut aussi utiliser une ou plusieurs rondelles de papier ciré que l'on met dans le centre du polissoir. On fait un nouveau contact avec le miroir chauffé. Le polissoir sera ainsi un peu plus bas du centre alors que le reste touche aux autres zones du miroir. On fait des courses normales 1/3 diamètre en W (miroir dessus) pour corriger le défaut. Une fois celui-ci corrigé, on refait le contact parfait pour l'ensemble du polissoir.
Les techniques de correction des défauts s'apprennent en notant les défauts dans notre carnet et en appliquant une méthode de correction adéquate. Plus nous prenons de notes et comprenons ce que nous faisons, plus vous deviendrez un expert. Cette étape n'est pas compliqué à réaliser. Elle est plutôt longue car on corrige durant quelques minutes puis il faut nettoyer le miroir et le tester à nouveau. Vous saurez assez rapidement comment corriger vos défauts en appliquant les quelques règles énoncées ci-haut.
On
a vu que si nous avions une
sphère parfaite, l'image du miroir s'éteindrait
uniformément lorsqu'on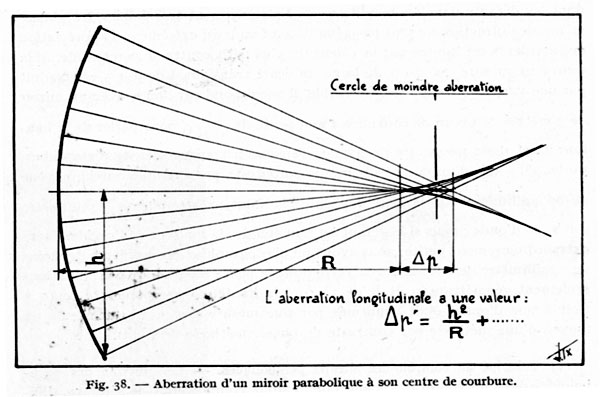 coupe le faisceau réfléchi au centre de courbure du miroir. Par contre, si nous avons un
défaut quelconque comme par exemple une bosse centrale, les rayons réfléchis
seraient interceptés en premier par la bosse et un peu plus tard par le reste du
miroir. La conséquence serait que les rayons ne seront pas tous réfléchis au
même endroit. Pour bien illustrer ce phénomène, imaginons un miroir
coupe le faisceau réfléchi au centre de courbure du miroir. Par contre, si nous avons un
défaut quelconque comme par exemple une bosse centrale, les rayons réfléchis
seraient interceptés en premier par la bosse et un peu plus tard par le reste du
miroir. La conséquence serait que les rayons ne seront pas tous réfléchis au
même endroit. Pour bien illustrer ce phénomène, imaginons un miroir
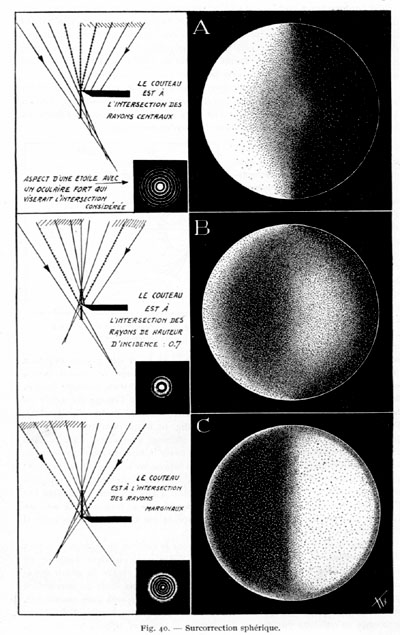 parabolique
comme dans l'image de gauche
dont la surface présente un trou évasé au centre et un bord rabattu par rapport
à la sphère parfaite. Si nous mesurons le rayon de courbure de la
zone centrale et celui de la zone marginal (des bords), on s'apercevra qu'il y a un écart
important. Le foyer n'est donc plus au même point mais sur un segment appelé
ABERRATION LONGITUDINALE.
On peut mesurer la valeur de l'aberration longitudinale sur différentes zones du
miroir en utilisant un écran à échancrures (Couder) qu'on verra plus loin dans le
texte. Ce qu'il faut retenir ici, c'est qu'il est normal qu'à cette distance du
miroir, le foyer d'un miroir parabolique ne soit pas un point mais un segment.
Lorsque le miroir parabolique sera conforme aux valeurs théoriques, il en sera
autrement lorsqu'on l'utilisera sur les étoiles où la lumière provient de
l'infini. La parabole fera en sorte de réfléchir tous les points de sa surface à l'intérieur
du disque de diffraction qui lui mesure quelques
microns de diamètre.
parabolique
comme dans l'image de gauche
dont la surface présente un trou évasé au centre et un bord rabattu par rapport
à la sphère parfaite. Si nous mesurons le rayon de courbure de la
zone centrale et celui de la zone marginal (des bords), on s'apercevra qu'il y a un écart
important. Le foyer n'est donc plus au même point mais sur un segment appelé
ABERRATION LONGITUDINALE.
On peut mesurer la valeur de l'aberration longitudinale sur différentes zones du
miroir en utilisant un écran à échancrures (Couder) qu'on verra plus loin dans le
texte. Ce qu'il faut retenir ici, c'est qu'il est normal qu'à cette distance du
miroir, le foyer d'un miroir parabolique ne soit pas un point mais un segment.
Lorsque le miroir parabolique sera conforme aux valeurs théoriques, il en sera
autrement lorsqu'on l'utilisera sur les étoiles où la lumière provient de
l'infini. La parabole fera en sorte de réfléchir tous les points de sa surface à l'intérieur
du disque de diffraction qui lui mesure quelques
microns de diamètre.
On peut calculer la valeur de l'aberration longitudinale par la formule suivante:
où "h" est la distance entre le centre du miroir (axe optique) et le bord donc son rayon géométrique (D / 2) et "R" est le rayon de courbure du miroir (2 x FL).
Par exemple, la longueur totale du segment d'aberration longitudinale d'un miroir 200mm F6 (h=100mm et R=2400mm) sera de 4.16 mm (10000 / 2400). On remarquera plus tard dans le section traitant du calcul des valeurs théoriques de la parabole idéale que cette formule reviendra sous la forme Hm2 / R où on mesurera les rayons de courbure de différentes zones du miroir.
Il est surprenant de constater que la mesure entre le centre de courbure des rayons du centre et celle du centre de courbure des bords d'un miroir (aberration longitudinale) se chiffrent à quelques millimètres alors que si les rayons venaient de l'infini, cette mesure se chiffrerait en microns. Il ne faut pas oublier que notre testeur de Foucault quoique d'apparence très simple amplifie 1 million de fois les défauts apparents de la courbure du miroir. On peut donc avoir parfaitement confiance dans le procédé de mesure du testeur.
Une fois la sphère parfaite atteinte (aucun défaut apparent), le miroir s'éteint uniformément lorsqu'on coupe le rayon réfléchi au foyer. On ne voit plus aucune teinte claire ou sombre apparaître. On peut penser maintenant que le miroir est enfin terminé. Si notre focale est de l'ordre de F10, on pourrait le considérer ainsi. A F10, la courbure d'un miroir est très minime et le diamètre du disque de diffraction assez large (6.8 microns). Les rayons réfléchis par le centre optique et ceux du bord du miroir sont pratiquement tous convergés à l'intérieur du disque de diffraction. Souvenons nous que le diamètre du disque de diffraction est d'autant plus grand que le rapport focal du miroir sera élevé. Malheureusement, pour un miroir de focale inférieure à F10, nous avons besoin de donner une forme spéciale appelée PARABOLE à la courbure (quelques microns) pour que les rayons provenant de l'infini du bord soient réfléchis au même endroit que les rayons du centre et à l'intérieur du disque de diffraction.
Pour mieux comprendre cette section, je vous invite à consulter la section de Yves Lhouneau sur:
POURQUOI NOUS AVONS BESOIN D'UNE PARABOLE
 Une
parabole est une forme spéciale que l'on donne à la courbure du miroir afin que
tous les rayons provenant de l'infini
Une
parabole est une forme spéciale que l'on donne à la courbure du miroir afin que
tous les rayons provenant de l'infini (donc du ciel) soient convergés à l'intérieur du disque de diffraction.
Dépendant de la courbure du miroir (rapport focal F), celle-ci devra
être douce pour un F8 à très prononcé pour un F4. L'apparence d'un miroir
parabolique au testeur de Foucault ressemble à l'image de droite pour un miroir
20cm F6. La forme générale est un trou central évasé et un bord rabattu.
Pour paraboliser un miroir, il faut recourir à des courses spéciales pendant
quelques minutes afin de donner la forme parabolique au miroir. Lorsqu'on
approche de la parabole idéale, il faut procéder à des tests précis de la
courbure à l'aide d'un écran à échancrures par zones appelé
ÉCRAN COUDER.
(donc du ciel) soient convergés à l'intérieur du disque de diffraction.
Dépendant de la courbure du miroir (rapport focal F), celle-ci devra
être douce pour un F8 à très prononcé pour un F4. L'apparence d'un miroir
parabolique au testeur de Foucault ressemble à l'image de droite pour un miroir
20cm F6. La forme générale est un trou central évasé et un bord rabattu.
Pour paraboliser un miroir, il faut recourir à des courses spéciales pendant
quelques minutes afin de donner la forme parabolique au miroir. Lorsqu'on
approche de la parabole idéale, il faut procéder à des tests précis de la
courbure à l'aide d'un écran à échancrures par zones appelé
ÉCRAN COUDER.
La méthode classique de parabolisation d'un miroir
consiste à mettre le miroir dessus et l'outil dessous. Pour éviter un bord trop
rabattu, on peut enlever un peu de poix (5mm) sur les bords de l'outil. La
poix du polissoir ne doit pas être trop molle et les alvéoles doivent être assez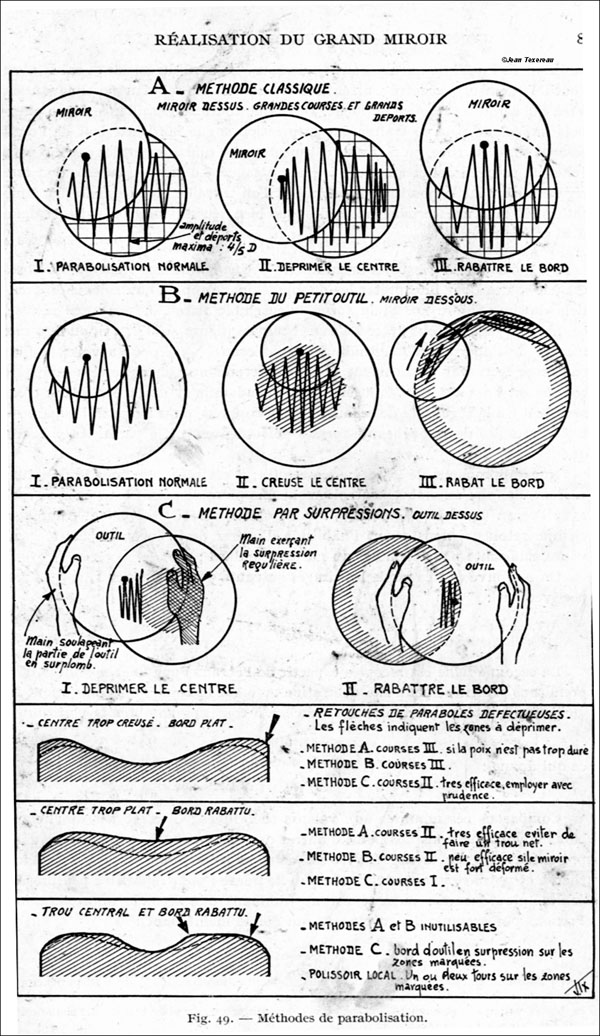 hautes. Au besoin, il est conseiller de refaire le polissoir s'il est trop
affaissé. Le contact entre celui-ci et le miroir doit être parfait. Pour ma part, j'utilisais le
contact avec moustiquaire en nylon pour créer des micros carrelures dans chacune
des alvéoles. Les courses de parabolisation sont en zig zag à 4/5 du diamètre.
Dépendant de l'amplitude que doit avoir la parabole, le temps de travail sera
d'environ 5 à 8 minutes pour débuter pour une focale de F8. Pour une focale de
F6 ce temps sera d'environ 10 minutes. Il vaut mieux y aller lentement et par
étape afin de ne pas aller trop loin .
hautes. Au besoin, il est conseiller de refaire le polissoir s'il est trop
affaissé. Le contact entre celui-ci et le miroir doit être parfait. Pour ma part, j'utilisais le
contact avec moustiquaire en nylon pour créer des micros carrelures dans chacune
des alvéoles. Les courses de parabolisation sont en zig zag à 4/5 du diamètre.
Dépendant de l'amplitude que doit avoir la parabole, le temps de travail sera
d'environ 5 à 8 minutes pour débuter pour une focale de F8. Pour une focale de
F6 ce temps sera d'environ 10 minutes. Il vaut mieux y aller lentement et par
étape afin de ne pas aller trop loin .
On peut aussi paraboliser pendant plus longtemps en réduisant l'amplitude des courses à 2/3 diamètre. De cette manière, ça prend plus de temps mais on est plus prudent. Il est possible qu'après les premières analyses de la courbure, il faille creuser soit le centre ou soit le bord ou encore soit une zone particulière. Pour creuser le centre, on amènera le centre du miroir sur le bord de l'outil en concentrant plus les courses à ce niveau. Pour rabattre le bord, on concentrera les courses en zig zag vers le centre comme le montre l'image de droite. Si on est allé trop loin en créant un centre trop creux ou un bord trop rabattu (hyperbole), on refait des courses semblables mais en mettant le miroir dessous et l'outil dessus selon la MÉTHODE PAR SUPPRESSION. Encore ici, il faut noter soigneusement nos défauts et les corrections effectuées dans un carnet. Il faut encore là tourner régulièrement nos deux disques. Si l'apparence de la parabole (contraste et teinte) se rapproche de l'image de droite en haut, on peut commencer à y faire des tests plus approfondis en utilisant un écran Couder.
En règle générale:
Si on met le miroir dessus l'outil et que nous faisons de grandes courses, on creuse le centre.
Si on met le miroir dessous l'outil et que nous faisons de grandes courses, on évase les bords.
Si on travaille en alternance miroir dessous avec des courses 1/3 diamètre et de petits débords,
on revient vers la sphère.
L'écran Couder et les mesures de la parabole au testeur de Foucault
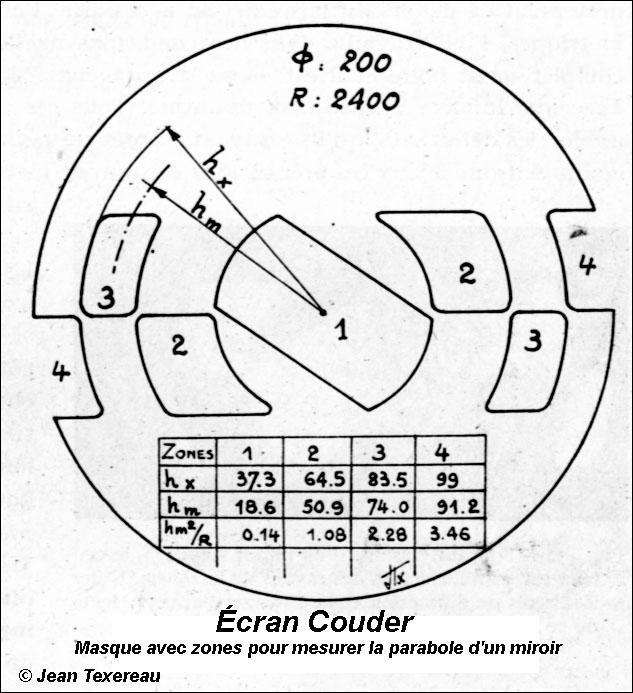 L'écran
Couder
est simplement une pièce de carton solide dont la largeur correspond au
diamètre du miroir. Les fenêtres correspondent à la position des zones du miroir
auxquelles nous mesurerons le centre de courbure. A partir du centre, on y mesure les rayons
"Hx" (diamètre
extérieur) de chaque zone. Une fois les fenêtres découpées avec un couteau
Xacto, on mesure les diamètres réels
extérieurs et intérieurs de chaque fenêtres le plus précis possible (1/10 de
millimètre). On calcule ensuite la hauteur moyenne "Hm" soit le centre
de chacune des zones. Les mesures des valeurs
de hauteur moyenne "Hm" sont très importantes car ce sont
elles qui serviront à établir les calculs des valeurs théoriques de la parabole
idéale
selon la longueur focale de notre miroir. On inscrit ces mesures sur le devant
du masque. Le
logiciel TEX
que l'on verra plus loin, permet de calculer selon le nombre de zones, les
valeurs des diamètres extérieurs (Hx) et les hauteurs moyennes (Hm) des écrans Couder pour différents
diamètres de miroirs.
L'écran
Couder
est simplement une pièce de carton solide dont la largeur correspond au
diamètre du miroir. Les fenêtres correspondent à la position des zones du miroir
auxquelles nous mesurerons le centre de courbure. A partir du centre, on y mesure les rayons
"Hx" (diamètre
extérieur) de chaque zone. Une fois les fenêtres découpées avec un couteau
Xacto, on mesure les diamètres réels
extérieurs et intérieurs de chaque fenêtres le plus précis possible (1/10 de
millimètre). On calcule ensuite la hauteur moyenne "Hm" soit le centre
de chacune des zones. Les mesures des valeurs
de hauteur moyenne "Hm" sont très importantes car ce sont
elles qui serviront à établir les calculs des valeurs théoriques de la parabole
idéale
selon la longueur focale de notre miroir. On inscrit ces mesures sur le devant
du masque. Le
logiciel TEX
que l'on verra plus loin, permet de calculer selon le nombre de zones, les
valeurs des diamètres extérieurs (Hx) et les hauteurs moyennes (Hm) des écrans Couder pour différents
diamètres de miroirs.
Pour savoir comment comprendre et fabriquer des écrans Couder avec le logiciel TEX, sélectionnez le lien suivant:
Pour trouver les valeurs théoriques de la parabole idéale pour chacune des zones de l'écran Couder, on se sert de la formule de l'aberration longitudinale suivante:
Valeur théorique de la zone = Hm2 / R
Par exemple, pour un miroir de 200mm dont la longueur focale est de 1200mm (F6), le rayon de courbure (R) sera de 2400mm. Si on applique la formule Hm2 / R pour chacune des zones de l'écran Couder ci-haut, on trouvera les valeurs théoriques que devraient avoir la parabole idéale pour les 4 zones:
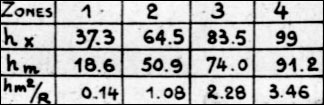
Ce qui nous intéresse ici, ce sont les valeurs Hm2/R qui sont les valeurs théoriques de la parabole idéale de notre miroir. Précédemment, nous avons calculé la mesure du segment total de l'aberration longitudinale (H2/R) pour un miroir donné. Autrement dit, chaque zone du miroir doit réfléchir ses rayons à un point précis sur ce segment le long de l'axe optique. La position de ce point précis sur le segment peut facilement se mesurer en prenant le centre de la zone Hm (hauteur moyenne à partir du centre du miroir) qu'on élève au carré et qu'on divise ensuite par le rayon de courbure du miroir. Comme il est impossible de mesurer toutes les zones du miroir, on se contente d'en mesurer quelques-unes situées à des endroits précis du miroir.
Ainsi, les fenêtres de l'écran Couder représentent les zones précises sur le miroir où seront mesurés exactement leur rayon de courbure (foyer). La position de chacune des zones correspond à une progression arithmétique. Les mesures précises de chacune des zones de notre miroir seront comparées aux valeurs théoriques de la parabole idéale et plus ces valeurs seront proches de celles-ci, plus la précision de la courbure de notre miroir sera grande. Ce qu'il faut tenter d'atteindre, c'est de se rapprocher le plus près possible des valeurs théoriques de la parabole idéale pour chacune des zones du miroir.
Avant de procéder à la mesure du centre de courbure de chacune des paires de fenêtres de l'écran Couder installé devant le miroir, il faut se prémunir des meilleures conditions possibles. Nous devons installer le testeur de Foucault et le miroir dans un endroit calme dont la température de la pièce est constante. Il est préférable de ne pas procéder à la noirceur totale mais avec une lumière légèrement tamisée. Nous devons être nous-même disposé à cette tâche. Il ne faut pas faire ces mesures à la hâte ou dans un état de fatigue et d'impatience extrême. Nous devons noté soigneusement sur un calepin toutes nos mesures et les retouches à faire pour savoir si nous allons dans la bonne direction.
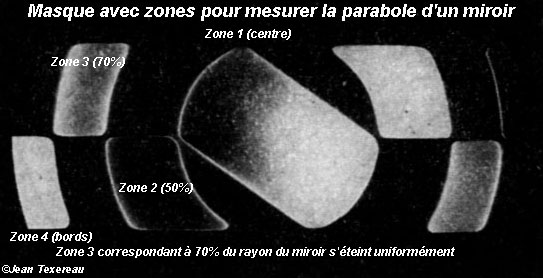 Pour
mesurer une zone, on installe l'écran Couder devant le miroir. Avec le testeur
de Foucault, on avance ou recule lentement le
Pour
mesurer une zone, on installe l'écran Couder devant le miroir. Avec le testeur
de Foucault, on avance ou recule lentement le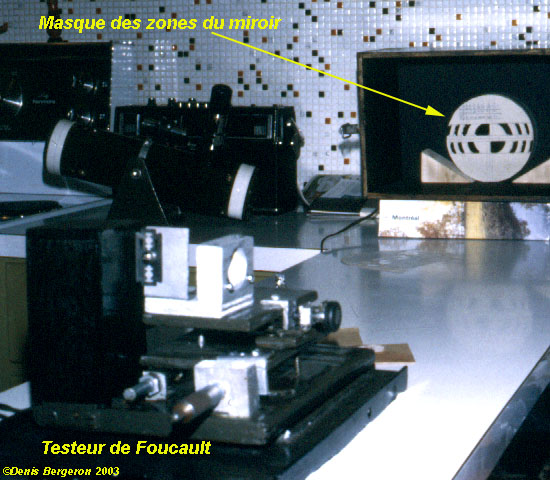 couteau sur la zone à mesurer (en vissant ou dévissant le micromètre) tout en
coupant le faisceau réfléchi (en vissant et dévissant la vis de précision du
plateau où se situe le couteau) jusqu'à ce que les deux fenêtres de la zone
s'éteignent uniformément (teinte plate). Lorsque les deux fenêtres (ou la
fenêtre centrale unique) s'éteignent uniformément, c'est que
couteau sur la zone à mesurer (en vissant ou dévissant le micromètre) tout en
coupant le faisceau réfléchi (en vissant et dévissant la vis de précision du
plateau où se situe le couteau) jusqu'à ce que les deux fenêtres de la zone
s'éteignent uniformément (teinte plate). Lorsque les deux fenêtres (ou la
fenêtre centrale unique) s'éteignent uniformément, c'est que
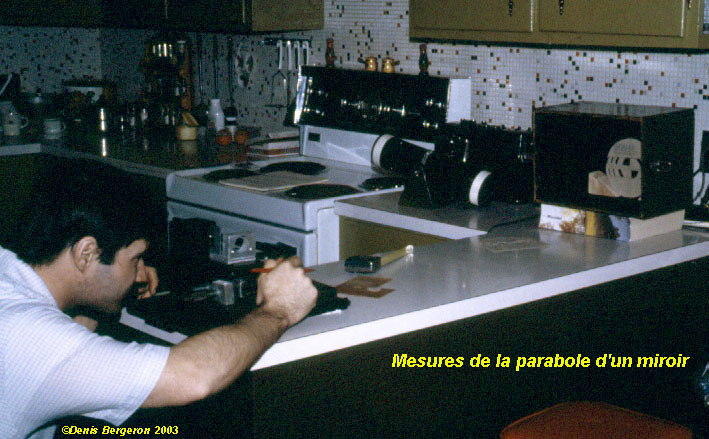 nous
sommes parfaitement au centre de courbure de la zone. On note la lecture de
cette zone sur le micromètre. A noter ici que les valeurs mesurées ne sont
qu'arbitraires. On verra plus loin que l'on enlèvera des constantes pour obtenir
des valeurs se rapprochant le plus près des valeurs théoriques de la parabole. Sans regarder, on déplace le micromètre
en le mettant plus loin de la zone à mesurer et on
recommence le processus à nouveau. Après la prochaine lecture, on déplace le
micromètre en le mettant cette fois à une distance inférieure de la zone à
mesurer. En aucun temps, il faut tricher en plaçant à l'avance le micromètre sur
la valeur théorique de la zone. On fait un minimum de 3 à 5 mesures par
zones pour faire ensuite une moyenne. Une fois nos mesures effectuées, on procède à une première évaluation
de la courbure du miroir.
nous
sommes parfaitement au centre de courbure de la zone. On note la lecture de
cette zone sur le micromètre. A noter ici que les valeurs mesurées ne sont
qu'arbitraires. On verra plus loin que l'on enlèvera des constantes pour obtenir
des valeurs se rapprochant le plus près des valeurs théoriques de la parabole. Sans regarder, on déplace le micromètre
en le mettant plus loin de la zone à mesurer et on
recommence le processus à nouveau. Après la prochaine lecture, on déplace le
micromètre en le mettant cette fois à une distance inférieure de la zone à
mesurer. En aucun temps, il faut tricher en plaçant à l'avance le micromètre sur
la valeur théorique de la zone. On fait un minimum de 3 à 5 mesures par
zones pour faire ensuite une moyenne. Une fois nos mesures effectuées, on procède à une première évaluation
de la courbure du miroir.
Pour bien comprendre la procédure, voici un exemple (page 82, livre J. Texereau). Si on travaille avec un système de mesure particulier, on prend toutes nos mesures avec ce système. Les valeurs obtenues seront en millimètres (système métrique) ou en millièmes de pouce (0.001 po) pour le système anglais. Dans cet exemple, on travaille avec le système métrique en millimètres. Supposons que nous testons la parabole d'un miroir de 200mm F6. Le diamètre du miroir est de 200mm, sa longueur focale (FL) est de 1200mm, son rayon de courbure (R) sera 2 x FL ou 2400mm. Les valeurs théoriques de notre miroir au centre de courbure de chacune des zones sont calculées par la formule Hm2 / R inscrites sur l'écran Couder. On reporte ces valeurs théoriques sous les zones correspondantes à la ligne 5 dans le tableau ci-bas:
|
Lignes |
Actions |
Zone 1 |
Zone 2 |
Zone 3 |
Zone 4 |
| 1 |
Diamètre extérieur Hx (écran Couder) |
37.3 | 64.5 | 83.5 | 99 |
| 2 |
Valeurs moyennes mesurées (mm) au testeur Foucault |
28.03 | 29.64 | 31.15 | 31.81 |
| 3 |
Enlever constante: |
-28.87 | -28.87 | -28.87 | -28.87 |
| 4 |
Mesures moins constante |
-0.84 | 0.77 | 2.28 | 2.94 |
| 5 |
Valeurs théoriques parabole |
0.14 | 1.08 | 2.28 | 3.46 |
Sur la ligne 1, on inscrit les diamètres extérieurs Hx de chacune des zones de l'écran Couder. Sur la ligne 2, on inscrit les valeurs moyennes (arbitraires) obtenues de nos lectures au testeur de Foucault pour chacune des zones. Pour pouvoir comparer nos mesures avec celles de nos valeurs théoriques de la parabole idéale, il nous faut enlever une valeur constante à toutes nos mesures. Comme nous avons les meilleures lectures sur la zone 3 (zone 70%) et que cette zone est la moins déformée, nous chercherons à mettre cette zone au niveau 0 (zéro) pour commencer. On note la valeur théorique de la zone 3 (ligne 5). Celle-ci indique 2.28. Pour trouver notre constante, on commence par prendre la valeur moyenne de nos mesures de la zone 3 (31.15 sur la ligne 2) et on soustrait la valeur théorique 2.28. On trouve comme constante, la valeur 28.87 (31.15 -2.28). Cette valeur sera notre constante de départ qu'on enlèvera à toutes nos valeurs moyennes mesurées inscrites sur la ligne 2. Les résultats se retrouvent sur la ligne 4.
|
Lignes |
Actions |
Zone 1 |
Zone 2 |
Zone 3 |
Zone 4 |
| 4 |
Mesures - constante |
-0.84 | 0.77 | 2.28 | 2.94 |
| 5 |
Valeurs théoriques |
0.14 | 1.08 | 2.28 | 3.46 |
| 6 |
Résidus |
-0.98 | -0.31 | 000 | -0.52 |
| 7 |
Ajout d'une nouvelle constante: +0.40 |
+0.40 | +0.40 | +0.40 | +0.40 |
| 8 | Aberrations longitudinaux | -0.58 | +0.09 | +0.4 | -0.12 |
Si on soustrait les valeurs théoriques (ligne 5) de nos valeurs actuelles mesurées (ligne 4), on obtient des valeurs résiduelles (ligne 6). On remarque que la zone 3 (notre référence) est à zéro et qu'on retrouve partout des valeurs négatives. Il nous faut répartir le mieux possible nos valeurs de résidus autour de zéro en ayant des écarts positifs et négatifs. Dans notre exemple, on peut y ajouter une nouvelle constante de +0.40 pour mieux répartir nos valeurs autour de zéro (ligne 7).
On obtient à la ligne 8, les valeurs des ABERRATIONS LONGITUDINAUX (Lambda C) au centre de courbure de chacune des zones qui nous renseigne sur la forme actuelle de la courbure de notre miroir. En traçant graphiquement les PENTES des aberrations longitudinaux de chacune des zones, nous obtenons une vue qualitative de la forme du demi-diamètre droit du miroir par rapport à une ligne horizontale qui symbolise la surface de référence. Pour comprendre cette partie, il est bon d'expliquer en détails comment on procède. Avec la pratique, il ne sera pas nécessaire d'effectuer tout le processus de construction du graphique détaillé pour déterminer le demi profil du miroir. De plus, le logiciel TEX que l'on verra plus loin, trace en quelques secondes ce graphique.
Pour le bénéfice des
lecteurs qui veulent savoir comment on procède pour déterminer le demi profil du
miroir, je vous réfère à l'image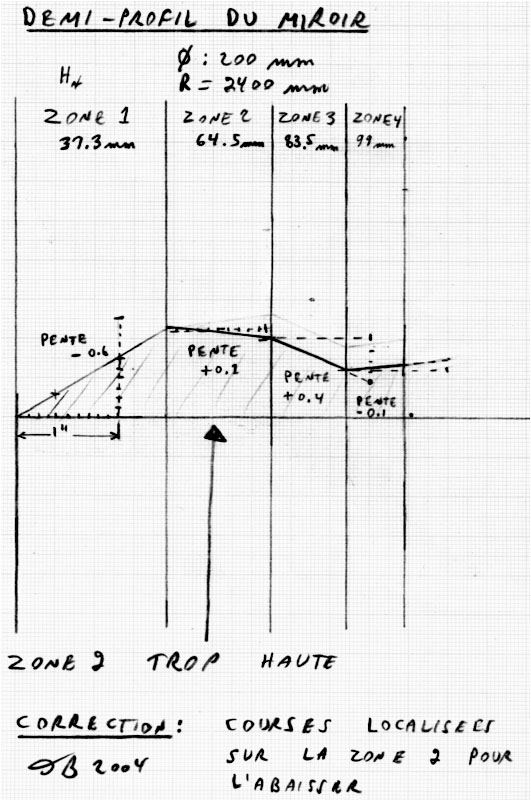 du graphique de droite. On prend idéalement un
papier graphique selon le système de mesure utilisé. Dans notre exemple, on se
sert du système métrique. On utilisera donc un papier graphique millimétrique.
Selon le nombre de zones de notre écran Couder, on tracera une première ligne
verticale complètement à la gauche de la feuille de graphique. On mesure à
l'échelle la distance Hx du diamètre extérieur de la zone 1 et on trace vers la droite une ligne verticale correspondant à la limite de la zone 1 (Hx
zone 1 = 37.3mm). On mesure ensuite à droite de la dernière ligne verticale, la valeur de Hx pour la
zone 2 (64.5mm) et ainsi de suite.
du graphique de droite. On prend idéalement un
papier graphique selon le système de mesure utilisé. Dans notre exemple, on se
sert du système métrique. On utilisera donc un papier graphique millimétrique.
Selon le nombre de zones de notre écran Couder, on tracera une première ligne
verticale complètement à la gauche de la feuille de graphique. On mesure à
l'échelle la distance Hx du diamètre extérieur de la zone 1 et on trace vers la droite une ligne verticale correspondant à la limite de la zone 1 (Hx
zone 1 = 37.3mm). On mesure ensuite à droite de la dernière ligne verticale, la valeur de Hx pour la
zone 2 (64.5mm) et ainsi de suite.
Pour tracer la pente des aberrations longitudinaux de chacune des zones (ligne 8), on procède de cette manière. Pour les valeurs négatives des aberrations longitudinaux, la pente monte. Pour les valeurs positives, la pente baisse. De plus, chacun des segments des pentes s'additionnent les uns aux autres à chaque zone. Une pente se dessine en traçant horizontalement une droite valant 10 unités. Ces unités peuvent être des millimètres, des dizièmes de pouce, ou un autre unité quelconque. Verticalement, on mesure la valeur de la pente selon la même unité en montant (si la valeur est négative) ou en descendant (si la valeur est positive). La valeur de la pente correspond à la valeur arrondie de l'aberration longitudinale de la zone.
Ainsi, pour tracer la
pente de la zone 1 (Lambda C = -0.58), on mesure 10 unités (1 pouce divisé en 10) horizontalement
vers la droite. Verticalement et en montant vers le haut, on mesure 0.6 unités (0.58 arrondi à 0.6) car la
valeur négative indique que la pente monte. On trace une ligne à partir de
l'origine zéro en passant sur la valeur verticale valant 0.6 jusque sur la
première ligne verticale à droite (limite du diamètre extérieur Hx de la zone
1). Pour la zone 2, la valeur arrondi de la pente vaut +0.1 (arrondi de 0.09).
Comme la valeur est positive, la pente baissera très légèrement. On mesure 10
unités vers la droite et 1 unité verticalement vers le bas. On trace une ligne à
partir de l'extrémité droite du segment de la zone précédente en passant
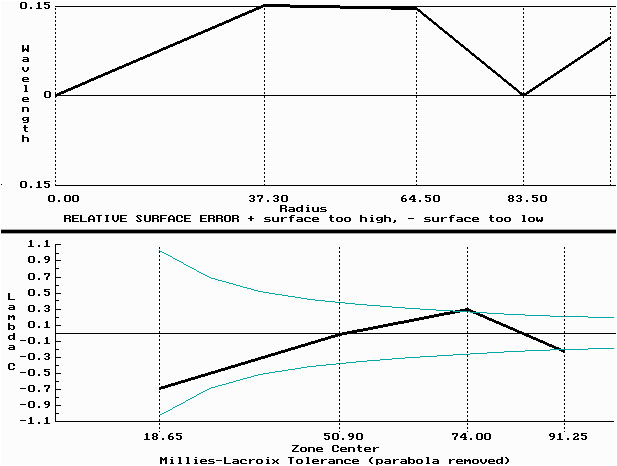 par
le point de la pente jusqu'à la limite de la zone 2. Pour la zone 3, la pente
vaut +0.4. On trace une ligne horizontale mesurant 10 unités vers la droite et 4
unités verticalement vers le bas (pente positive). On trace le segment de cette
zone. Finalement, pour la zone 4, la pente est négative et vaut 0.1 (arrondi de
0.12). On trace une ligne horizontale valant 10 unités vers la droite et 1 unité
verticalement vers le haut (pente négative). On trace le segment à partir de la
fin du segment précédent en passant par le point correspondant à notre pente
jusqu'à la limite verticale de la zone 4. On obtient un graphique du demi profil
droit du miroir comme le montre l'image de droite.
par
le point de la pente jusqu'à la limite de la zone 2. Pour la zone 3, la pente
vaut +0.4. On trace une ligne horizontale mesurant 10 unités vers la droite et 4
unités verticalement vers le bas (pente positive). On trace le segment de cette
zone. Finalement, pour la zone 4, la pente est négative et vaut 0.1 (arrondi de
0.12). On trace une ligne horizontale valant 10 unités vers la droite et 1 unité
verticalement vers le haut (pente négative). On trace le segment à partir de la
fin du segment précédent en passant par le point correspondant à notre pente
jusqu'à la limite verticale de la zone 4. On obtient un graphique du demi profil
droit du miroir comme le montre l'image de droite.
 L'exemple
de l'image de gauche montre un graphique identique (graphique du haut)
généré par le logiciel TEX qu'on verra plus loin.
L'exemple
de l'image de gauche montre un graphique identique (graphique du haut)
généré par le logiciel TEX qu'on verra plus loin.
Si on analyse ce
graphique, on constate que la partie la plus haute est la zone 2. Pour se
rapprocher des valeurs théoriques de la parabole
![]() idéale,
il faut donc effectuer des corrections pour abaisser la zone 2. Cela peut être
de placer le miroir dessous et l'outil dessus et appliquer une pression sur la
zone 2 pour abaisser cette zone. Il ne faut pas effectuer cette correction trop
longtemps. Deux à trois tours de miroir devrait suffire. On procède ensuite à
un nouveau test de mesures pour voir si la zone 2 s'est améliorée. En notant dans
un carnet nos mesures, le graphique des pentes et les corrections effectuées, on
saura facilement si nous allons dans la bonne direction (image de gauche et
droite).
idéale,
il faut donc effectuer des corrections pour abaisser la zone 2. Cela peut être
de placer le miroir dessous et l'outil dessus et appliquer une pression sur la
zone 2 pour abaisser cette zone. Il ne faut pas effectuer cette correction trop
longtemps. Deux à trois tours de miroir devrait suffire. On procède ensuite à
un nouveau test de mesures pour voir si la zone 2 s'est améliorée. En notant dans
un carnet nos mesures, le graphique des pentes et les corrections effectuées, on
saura facilement si nous allons dans la bonne direction (image de gauche et
droite).
On peut considérer que le graphique des pentes des aberrations longitudinaux représente notre surface d'onde sur le demi profil droit du miroir. L'objectif, c'est de se rapprocher le plus près possible de la ligne horizontale soit en abaissant les zones qui sont trop hautes (graphique au dessus de la ligne horizontale) ou en relevant les zones qui sont trop creuses (graphique sous la ligne horizontale). Si nos valeurs de l'aberration longitudinale (Lambda C) pour chacune de nos zones étaient les mêmes que celles des valeurs théoriques de la parabole idéale, on aurait un graphique semblable à ceci:

Malheureusement, il est impossible d'atteindre cette perfection. Nous devons travaillé nos zones de notre miroir afin de s'approcher le plus près possible des valeurs théoriques de la parabole parfaite.
Lorsque nos résidus d'aberrations longitudinaux et les valeurs théoriques seront très minimes entre elles (quelques centièmes de microns), on pourra procéder à une analyse en profondeur de la parabole par un BULLETIN DE CONTROLE.
Normes à respecter pour qu'un miroir soit parabolique
Pour savoir si le miroir
parabolique est dans les normes, il nous faut évaluer ses aberrations dans le
plan focal. Les résidus des aberrations longitudinaux qui![]() nous restent doivent être le plus près possible de zéro pour chacune des zones.
Cet écart doit être réparti autour de zéro par l'ajout d'une constante qui
devra faire en sorte que nos résidus soient répartis le plus également possible
autour de zéro mais avec des écarts négatifs et positifs. Ces résidus répartis
sont les défauts propres au miroir et ce sont eux qui serviront à l'évaluation
de la qualité et de la précision de celui-ci. On les appelle
ABERRATIONS LONGITUDINAUX AU CENTRE DE COURBURE (Lambda C).
Ces aberrations longitudinaux au centre de courbure seront quatre fois plus
petites au foyer primaire du miroir lorsqu'il réfléchira la lumière des objets
célestes venant de l'infini.
nous restent doivent être le plus près possible de zéro pour chacune des zones.
Cet écart doit être réparti autour de zéro par l'ajout d'une constante qui
devra faire en sorte que nos résidus soient répartis le plus également possible
autour de zéro mais avec des écarts négatifs et positifs. Ces résidus répartis
sont les défauts propres au miroir et ce sont eux qui serviront à l'évaluation
de la qualité et de la précision de celui-ci. On les appelle
ABERRATIONS LONGITUDINAUX AU CENTRE DE COURBURE (Lambda C).
Ces aberrations longitudinaux au centre de courbure seront quatre fois plus
petites au foyer primaire du miroir lorsqu'il réfléchira la lumière des objets
célestes venant de l'infini.
Un autre type d'aberration qu'il faut tenir compte s'appelle ABERRATION TRANSVERSALE (Lambda F). Ce type d'aberration tient compte du rayon du disque de diffraction. Tous les rayons réfléchis sur l'ensemble des zones du miroir doivent converger à l'intérieur du disque de diffraction. On le calcule par l'expression suivante:
LAMBDA F = LAMBDA C x (Hm / (4 x FL)) ou LAMBDA C x (Hm / (2 x R))
où "Hm" est la hauteur moyenne de la zone de l'écran Couder, F est la longueur focale du miroir (R / 2) et R est le rayon de courbure du miroir (2 x FL). Dans le bulletin de contrôle, on évalue ce critère par rapport au rayon du disque de diffraction qui se mesure par l'expression suivante:
RHO = 1.22 x 0.56 micron (ou 0.000022 po) x (FL / D)
Le calcul dans le bulletin de contrôle de LAMBDA F / RHO pour chacune des zones doit être égale ou plus petit que 1. C'est un des deux principaux critères à retenir pour considérer un miroir répondant aux normes. On appelle cette première norme: CRITERE DE COUDER. Si ce critère n'est pas respecter, il faut poursuivre les corrections de la parabole.
Finalement, pour évaluer le plus grand écart entre le plus grand défaut de surface par rapport à la parabole idéale, il faut déterminer la pente de l'onde réfléchie. Cette pente se détermine par l'expression suivante:
Pente de l'onde (u) = - (LAMBDA F / FL)
(A noter ici le signe négatif qui inverse la direction de la pente)
Les pentes et les segments de chaque zones se tracent graphiquement de la même manière que dans la section précédente. Une fois les pentes et les segments tracés sur le papier graphique, on passe une ligne courbe (parabole de référence) sur les deux points les plus élevés du profil de la surface de l'onde réfléchie du miroir. On mesure ensuite l'écart (epsilon) du plus grand défaut entre le creux de celui-ci et la courbe de la parabole de référence. Selon l'échelle du graphique, on compare cette mesure avec la longueur d'onde de la lumière jaune (0.56 micron ou 560 nanomètres). Cette mesure du plus grand défaut nous donne la plus grande erreur de notre miroir sur le front d'onde réfléchi. En anglais, on appelle cet écart: PTV (Peak To Valley)
Par exemple, si l'écart PTV du plus grand défaut mesuré nous donne 21.6 nanomètres, cela équivaut à un défaut de 0.039 lambda (21.6 nanomètre / 560 nanomètre) ou LAMBDA /25.5 (560 nanomètre divisé par 21.6 nanomètre) sur l'onde.
L'écart PTV du plus grand défaut ne doit pas être supérieur à LAMBDA / 4 ou mieux LAMBDA / 8 pour répondre aux normes. C'est le deuxième critère (CRITERE DE RAYLEIGH) auquel notre miroir doit répondre. Les compagnies qui fabriquent des miroirs de télescopes parlent de la norme DIFFRACTION LIMITED pour signifier que leurs miroirs sont dans la norme. Or, pour être conforme aux normes, les miroirs DOIVENT répondre aux deux critères mentionnés plus haut soient les critères de COUDER (limite du disque de diffraction) et de RAYLEIGH (maximum LAMBDA / 4).
Sans entrer dans les calculs mathématiques complexes, disons que le BULLETIN DE CONTROLE du miroir servira à mesurer ces aberrations pour savoir s'ils correspondent aux normes et tolérances. Pour être conforme, le miroir concave parabolique devra réfléchir les rayons lumineux provenant de l'infini d'un objet céleste à l'intérieur du disque de diffraction et le front d'onde (appelé LAMBDA) réfléchi par le plus grand défaut de courbure du miroir ne devra pas être supérieur à LAMBDA / 4. A noter ici, qu'en tenant compte de l'ensemble de l'optique du télescope notamment du miroir secondaire plan, il serait préférable d'obtenir une meilleure précision pour le miroir primaire de l'ordre de LAMBDA / 8 minimum. A chaque réflexion, un défaut est amplifié.
Analyse en profondeur de la parabole du miroir (BULLETIN DE CONTROLE)
Une fois que nos résidus d'aberrations longitudinaux (Lambda C) seront près de zéro sur chacune de nos zones, que l'apparence du miroir au testeur de Foucault ressemblera à celle d'une parabole (couteau placé à la zone 70%), nous pouvons passer à l'étape de la vérification approfondi de la parabole. L'analyse est exactement identique à ce que nous avons vu à l'étape précédente. La seule différence sera qu'il faudra y mettre un peu plus de rigueur pour prendre nos mesures. Nous procédons à cette étape à une série de mesures précises avec l'écran Couder. Dans un premier temps, on mesure TRES PRECISEMENT la distance entre le centre du miroir et le couteau lorsque celui-ci sera placé à la zone 70% (on devrait voir parfaitement la forme parabolique du miroir). Cette mesure est le RAYON DE COURBURE (R) du miroir. Pour trouver la longueur focale exacte, on divise notre mesure par deux. Le miroir devra avoir atteint la température de la pièce et bien placé à plat sur son support. On prendra une série de 5 mesures par zones en déplaçant le micromètre et sans regarder la mesure. Une fois cette étape effectuée, on tourne le miroir de 90° et on refait une autre série de lecture. On fait ensuite la moyenne de nos lectures.
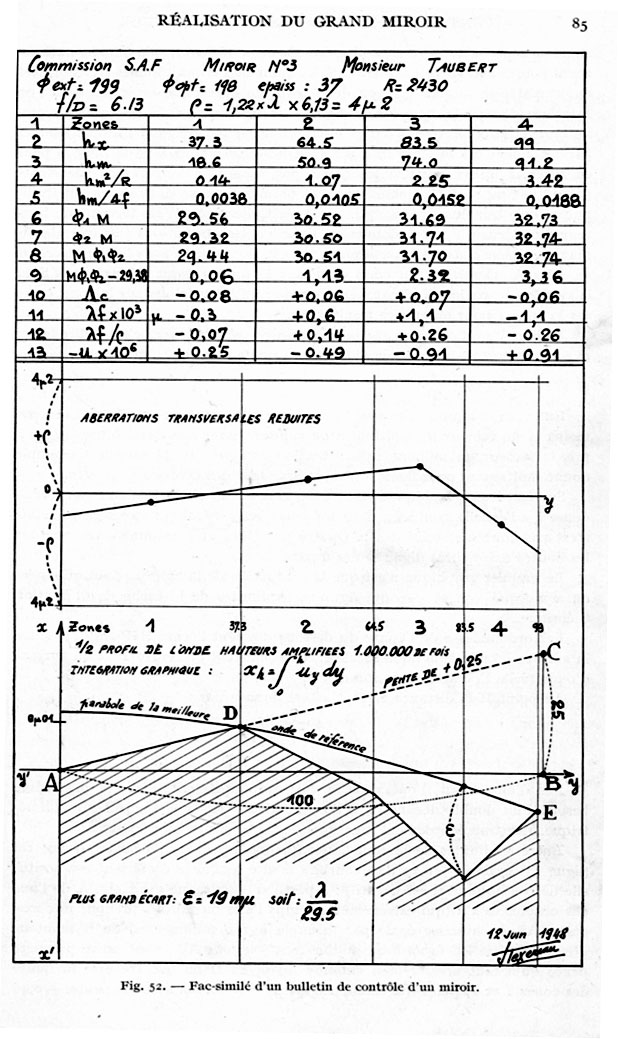 Pour
mieux comprendre cette section qui est très importante, je vais procéder par un
exemple tiré du livre de Jean Texereau "LA CONSTRUCTION DU TÉLESCOPE D'AMATEUR"
dont vous trouverez les
références à la fin du dossier. A la page 85, on y
montre un exemple de bulletin de contrôle d'un miroir parabolique de 20cm F6. Il
convient au départ de bien expliquer en quoi consiste le bulletin de contrôle et
comment l'interpréter. Je
me servirai ensuite du même exemple mais avec le logiciel TEX. Vous saurez ainsi
comment on s'y prend pour analyser un miroir parabolique qui arrive enfin au
stade final et comment on détermine s'il répond aux normes.
Pour
mieux comprendre cette section qui est très importante, je vais procéder par un
exemple tiré du livre de Jean Texereau "LA CONSTRUCTION DU TÉLESCOPE D'AMATEUR"
dont vous trouverez les
références à la fin du dossier. A la page 85, on y
montre un exemple de bulletin de contrôle d'un miroir parabolique de 20cm F6. Il
convient au départ de bien expliquer en quoi consiste le bulletin de contrôle et
comment l'interpréter. Je
me servirai ensuite du même exemple mais avec le logiciel TEX. Vous saurez ainsi
comment on s'y prend pour analyser un miroir parabolique qui arrive enfin au
stade final et comment on détermine s'il répond aux normes.
L'idéal serait d'ouvrir et d'imprimer l'image de gauche. On retrouve complètement en haut du bulletin de contrôle, les paramètres du miroir que l'on analyse soient son diamètre extérieur, son diamètre optique réel, son épaisseur, son rayon de courbure, son rapport focal et le rayon du disque de diffraction (RHO). La ligne 1 indique le numéro des zones du masque de Couder utilisé pour les mesures. La ligne 2 indique les diamètres extérieurs Hx de chacune des zones. La ligne 3 indique les hauteurs moyennes Hm ou centre optique de chacune des zones. La ligne 4 indique les valeurs théoriques de la parabole idéale pour chacune des zones. La ligne 5 servira au calcul de l'aberration transversale (Lambda F). La ligne 6 sont les moyennes d'une première série de lectures mesurées au testeur de Foucault. La ligne 7 sont les moyennes d'une deuxième série de lectures mesurées au testeur de Foucault mais le miroir ayant été tourné d'un quart de tour (90°). La ligne 8 sont les moyennes des deux séries de mesures précédentes (ligne 6 et 7). La ligne 9 sont les moyennes des mesures de la ligne 8 moins la constante retranchée à toutes les mesures arbitraires pour les rapprocher le plus près possibles des valeurs théoriques de la parabole idéale. La ligne 10 représente la valeur des ABERRATIONS LONGITUDINAUX AU CENTRE DE COURBURE (LAMBDA C). On les détermine en prenant nos moyennes de nos mesures moins la constante (ligne 9) que l'on soustrait ensuite des valeurs théoriques de la parabole idéale (ligne 4). Il faut que les résidus soient le mieux répartis possible autour de zéro mais avec des valeurs positives et négatives. Il faut parfois y ajouter une autre constante pour arriver à ces fins. La ligne 11 sont les valeurs de l'ABERRATION TRANSVERSALE (LAMBDA F) qui sont obtenu par la multiplication des valeurs de la ligne 5 par les résidus longitudinaux (ligne 10). La ligne 11 représente les valeurs des ABERRATIONS TRANSVERSALES RÉDUITES comparées au rayon du disque de diffraction (RHO). Cette ligne est importante car les valeurs doivent être égale ou plus petit que 1 (CRITERE DE COUDER). Finalement, la ligne 13 indique les valeurs des PENTES des défauts de l'onde réfléchi que l'on multiplie par 106 (1 million) pour pouvoir les mettre sous forme graphique. La formule pour trouver la valeur des pentes contient le signe négatif signifiant que la direction de la pente est inversée.
Le bulletin de contrôle présente deux graphiques:
Celui du haut est une représentation graphique de la ligne 12 où on compare les valeurs des aberrations transversales de chacune des zones comparées au rayon du disque de diffraction. Toutes les valeurs doivent être inférieures ou égales à 1 pour répondre au critère de Couder. On trace à l'échelle les limites des diamètres externes Hx de chacune des zones de l'écran Couder. Au centre de chaque fenêtre, on trace un point correspondant à la valeur des aberrations transversales réduites (ligne 12) pour chacune des zones. On relie ensuite les points entre eux. Chacun des points reliés doit être plus petit ou égale à RHO (rayon du disque de diffraction) correspondant à ce miroir..
Le graphique du dessous représente les pentes des défauts de l'onde réfléchie pour chacune des zones (ligne 13). La pente se trace comme suit. Si la pente à une valeur positive, la courbe monte. Si elle est négative, elle descend. On mesure horizontalement 10 unités puis verticalement en montant (pente de +0.25 sur la zone 1), on mesure 0.25 unités. On trace une ligne à partir de l'origine jusqu'à la ligne verticale de la limite de la zone 1. La deuxième pente (-0.49) partira de l'extrémité du dernier segment. On mesure encore 10 unités horizontalement puis 0.49 unité verticalement vers le bas (pente avec valeur négative). On poursuit de la même manière avec les autres pentes. Une fois les segments des pentes réunis, on trace une courbe qui relie les points les plus élevés de notre graphique. Dans l'exemple, ce sont les points D et E qui sont les plus haut. Cette courbe représente le profil de la parabole de référence. On mesure ensuite l'écart EPSILON du plus grand défaut ou l'écart PEAK TO VALLEY (PTV) entre le creux du plus grand défaut et la courbe de la parabole de référence. Selon l'échelle du graphique, on évalue l'ampleur du plus grand défaut. A noter ici, que les pentes des défauts ont été amplifiées 1 million de fois. L'échelle de notre graphique vaut 1mm pour 1 millimicron. L'écart PTV du plus grand défaut mesure 19mm soit 19millimicron. La longueur d'onde de la lumière jaune vaut 560 millimicrons. Ainsi, le plus grand défaut sur l'onde se trouve sur la zone 3 et mesure 19millimicron ou LAMBDA / 29.5 (560millimicron divisé par 19 millimicron). Comme ce défaut est inférieur à LAMBDA / 4, il respecte très bien le CRITERE DE RAYLEIGH. Comme le miroir respecte les deux critères (Couder et Rayleigh), il est maintenant terminé.
A l'époque des années 1970, c'était la méthode utilisée pour procéder à une analyse en profondeur des aberrations des miroirs. C'était très long et fastidieux. Heureusement, de nos jours l'informatique nous vient en aide grâce à d'excellents programmes qui font ces tâches. Sur Internet, j'ai trouvé un programme GRATUIT très facile d'utilisation du nom de TEX de Michael Lindner et Larry Phillips qui calcule les aberrations et présente des graphiques de ceux-ci à l'intérieur des limites acceptables (tolérances). On peut autant l'utiliser sous DOS que Windows et on peut aussi utiliser autant le système anglais que le système métrique. Le programme permet aussi de fabriquer des ECRANS COUDER pour divers diamètres de miroirs. Je vous le recommande fortement. Vous pouvez vous le procurer sur mon site web ICI.
Le logiciel TEX s'installe dans n'importe quel répertoire. Pour ma part, j'ai créé un dossier TEXEREAU et j'y ai décompressé les fichiers. J'y ai aussi créé un raccourci clavier que j'ai mis sur le bureau de Windows. Le manuel d'utilisation du logiciel s'appelle TUTORIAL.MHT que vous ouvrirez en double-cliquant sur le fichier dans l'explorateur de Windows. Cette action vous ouvrira l'EXPLORATEUR D'INTERNET de Windows et vous pourrez lire les instructions d'utilisation. Pour bien comprendre le logiciel, je vous recommande de l'essayer en entrant les mêmes données que dans les exemples du tutoriel. Vous devrez voir exactement les mêmes informations que l'auteur du logiciel. Refaites ensuite un autre test mais avec l'exemple de la page 85 du livre de Texereau que j'inclus ici en haut à gauche. Vous serez plus à l'aise par la suite pour tester votre propre miroir.
Voici comment fonctionne le logiciel TEX:
Par défaut, les unités qu'utilise TEX sont les pouces (système anglais). On peut utiliser les centimètres (système métrique) en tapant la commande U puis C. Pour utiliser les millimètres (système métrique), on utilise la commande U puis M. C'est la première chose à faire immédiatement en commençant. Ensuite, on tape D.
On demande si on veut utiliser le clavier ou un fichier texte. Ce logiciel permet d'entrer nos données dans un fichier texte qu'on importe. Pour créer ce fichier, il faut entrer nos données une première fois en utilisant notre clavier. Les données une fois entrées peuvent être sauvées dans un fichier MIRROR.DAT. Il suffit de renommer ce fichier (moins de 6 caractères) sans oublier l'extension .DAT. Le logiciel demande d'inscrire le nombre de mesures par zones et si on insère une rotation de 90° au miroir pour une deuxième série de mesures. De même, il faut inscrire F à la question si notre source lumineuse de notre testeur de Foucault est fixe ou mobile.
ATTENTION: Si la source lunineuse est mobile avec le couteau, vous devez inscrire M. Le logiciel doublera automatiquement les valeurs des mesures pour pouvoir être comparées aux valeurs théoriques de la parabole idéale.
Le logiciel demande à la fin si nos données entrées sont exactes et s'il y a une erreur, on a la possibilité d'effectuer les corrections. A noter aussi que le logiciel se souvient des dernières valeurs entrées. S'il y a erreur, il suffit de corriger la donnée.

Une fois les paramètres entrées et sauvées, on tape R pour entrer nos lectures pour chaque zones. Dans notre exemple, on entre les mesures moyennes de la ligne 6 puis celles de la ligne 7. Ensuite, on tape C pour calculer les aberrations. On obtient un tableau à l'écran avec l'analyse de nos aberrations. Le logiciel génère aussi un fichier texte appelé MIRROR.TXT qu'il suffit d'ouvrir dans un logiciel de traitement de texte comme Notepad. Personnellement, je vous conseille d'ouvrir le fichier MIRROR.TXT car il contient toutes les données du miroir.
On note que les données de l'entête contiennent les paramètres de notre miroir et le rayon du disque de diffraction (RHO). La ligne 1 identifie chacune des zones testées du miroir. La ligne 2 sont les mesures des diamètres extérieurs "Hx" des fenêtres de l'écran Couder. La ligne 3 sont les mesures des hauteurs moyennes "Hm" de chacune des fenêtres de l'écran Couder. La ligne 4 sont les valeurs théoriques Hm2 / R de la parabole idéale du miroir en fonction du diamètre et du rayon de courbure "R" du miroir. La ligne 5 servira au calcul de l'aberration transversale. La ligne 6 sont les mesures moyennes des zones de notre miroir. A noter que si vous avez un testeur de Foucault dont la source lumineuse et le couteau sont mobiles et que vous avez entré ce critère dans les paramètres de base, le logiciel aura doublés les valeurs mesurées pour tenir compte du fait que le rayon de courbure du miroir reste fixe. La ligne 7 sont également les mesures moyennes du miroir qui a été tourné de 90°. La ligne 8 est la moyenne des mesures des lignes 7 et 8. La ligne 9 est la constante enlevée à toutes nos mesures pour répartir nos résidus de part et d'autre de zéro. La ligne 10 sont nos ABERRATIONS LONGITUDINAUX AU RAYON DE COURBURE (LAMBDA C) (ligne 9 moins ligne 4). Remarquez qu'elles sont toutes proches du zéro avec des valeurs négatives et positives. La ligne 11 servira au calcul de l'ABERRATION TRANSVERSALE (LAMBDA F). La ligne 12 est celle des aberrations transversales réduites comparées au rayon de la tache de diffraction qui vaut 1. Cette ligne est TRES IMPORTANTE car elle correspond au critère de Couder. Remarquez que toutes les valeurs de chacune des zones doivent être inférieures ou égales à 1. La ligne 13 donne la pente des défauts zonaux sur le front d'onde amplifié 1 million de fois. Finalement, la ligne 14 donne le plus grand écart d'erreur PTV par rapport au front d'onde (WAVEFRONT). On remarque que c'est la zone 3 qui montre le plus grand défaut de l'ordre de -20.94.
Ce qu'il faut retenir ici, ce sont les valeurs des lignes 12 qui sont les valeurs de l'ABERRATION TRANSVERSALE RÉDUITES comparées au rayon du disque de diffraction et MAXIMUM WAVEFRONT ERROR. Les mesures de la ligne 12 sont toutes inférieures à 1. Cela signifie que tous les rayons lumineux provenant de l'infini pour chacune de ces zones sera réfléchis à l'intérieur du disque de diffraction. Chacune des zones respecte le critère de Couder. L'autre critère MAXIMUM WAVEFRONT ERROR indique que l'erreur maximum se situe sur la zone 3 et qu'elle est de LAMBDA / 25.2. Le minimum acceptable est LAMBDA / 4 mais on obtient beaucoup mieux. Cela respecte le critère de Rayleigh.
Le logiciel TEX permet de représenter ces aberrations sous forme GRAPHIQUE. Il suffit de taper G.
Le graphique du haut représente la pente des défauts des zones du miroir (ligne 13) sur le front d'onde réfléchi de la lumière. On remarque que le plus grand défaut se situe sur la zone 3 et qu'il est une zone trop basse. Cependant l'ampleur du défaut est très faible.
Le second graphique montre les aberrations longitudinaux au centre de courbure (ligne 10) par rapport aux tolérances de la parabole. Si nos mesures sur chaque zones se retrouvent à l'intérieur des limites de tolérance en couleur cyan, notre miroir répond aux normes des tolérances de la parabole idéale.
Nous voyons donc ici que ce petit logiciel TEX très facile d'utilisation permet de calculer rapidement et en précision nos paramètres de nos miroirs paraboliques. On peut dire que si nos résidus sont très proches de zéro et que nos analyses démontrent que nous sommes à l'intérieur des tolérances de la parabole, à l'intérieur de la tache de diffraction et que le critère LAMBDA est meilleur que LAMBDA / 4, notre miroir est parabolique et enfin terminé.
Maintenant que la pièce maîtresse du futur télescope est terminé, il faut faire poser à sa surface une couche d'aluminium très mince d'une épaisseur d'environ 15 microns. Le procédé exige un équipement particulier que peu d'amateur dispose. Ils existent des compagnies qui se spécialisent dans ce travail que ce soit au Québec, au Canada ou au USA. Il suffit de faire quelques recherches sur Internet et de vérifier quels sont les endroits qui offre le service et quels sont leurs prix.
Les prix sont très raisonnables et la durée de vie de la couche d'aluminium dépend des soins que vous donnerez à votre instrument. Il est recommandé d'y mettre une protection "overcoating" pour augmenter la durée de vie active de la couche d'aluminium. Il existe aussi de nos jours de nouveaux procédés qui augmentent la réflectivité des miroirs. Normalement, la réflectivité des miroirs recouvert d'aluminium est autour de 85%. Certains procédés modernes disent qu'ils peuvent atteindre autour de 91% de réflectivité (BERAL COATING). Evidemment, le prix varient entre une cinquantaine de dollars à une centaine de dollars dépendant du procédé utilisé et du diamètre du miroir. Ce sera à vous de décider du montant à débourser pour faire ajouter une couche d'aluminium de qualité.
Personnellement, j'avais fait mettre en 1993 une couche d'aluminium de haute réflectivité (Beral coating) avec une protection sur mon miroir 15cm F4 et son miroir secondaire. Cela m'avait coûté environ $50 can. Encore aujourd'hui, la qualité de la couche d'aluminium est excellente. Comme vous avez mis beaucoup d'efforts sur la fabrication de votre miroir, je vous recommande d'y mettre le prix pour y faire ajouter une couche aluminium de haute qualité. Vous ne serez pas déçu. Si votre budget ne le permet pas, vous aurez la possibilité de le faire ultérieurement.
Pour envoyer votre miroir se faire aluminer, il vous faudra l'emballer adéquatement et inscrire sur l'emballage "HANDLE WITH CARE". Idéalement, je vous recommande de vous faire un coffret de bois bien protégé de caoutchouc mousse dont le couvercle de bois sera vissé. Une bonne boite de carton avec des journaux compressés autour de votre boite de bois assurera encore plus de protection. Vous pourrez ainsi envoyer votre colis n'importe où sans problème. N'oubliez pas de faire assurer votre envoi.
 Une
fois que vous aurez votre miroir aluminé en main, il ne vous restera plus qu'à
monter votre télescope. Pour les
Une
fois que vous aurez votre miroir aluminé en main, il ne vous restera plus qu'à
monter votre télescope. Pour les débutants, celui-ci sera de configuration
NEWTON monté sur une
monture azimutale de type DOBSON.
Il est très facile de monter ce genre de télescope et on peut s'en sortir à très
bon prix. J'aborderai les critères à considérer pour la construction du télescope dans un autre
dossier. Il existe de multiples modèles très simple à construire et peu
dispendieux. Le réseau Internet en montre plein d'exemples. Vous pourrez y
puiser vos idées. Plus vous serez en mesure de fabriquer vos pièces vous-même,
moins celui-ci vous coûtera cher. Dans un télescope, ce sont le miroir
principal, le miroir secondaire et les oculaires qui coûtent cher. Le reste des
pièces peut facilement se fabriquer soi-même si vous êtes moindrement bricoleur.
N'hésitez pas d'investir dans des oculaires de qualité une fois votre télescope
fabriqué.
débutants, celui-ci sera de configuration
NEWTON monté sur une
monture azimutale de type DOBSON.
Il est très facile de monter ce genre de télescope et on peut s'en sortir à très
bon prix. J'aborderai les critères à considérer pour la construction du télescope dans un autre
dossier. Il existe de multiples modèles très simple à construire et peu
dispendieux. Le réseau Internet en montre plein d'exemples. Vous pourrez y
puiser vos idées. Plus vous serez en mesure de fabriquer vos pièces vous-même,
moins celui-ci vous coûtera cher. Dans un télescope, ce sont le miroir
principal, le miroir secondaire et les oculaires qui coûtent cher. Le reste des
pièces peut facilement se fabriquer soi-même si vous êtes moindrement bricoleur.
N'hésitez pas d'investir dans des oculaires de qualité une fois votre télescope
fabriqué.
Nous voilà enfin rendu à la fin du document. Ce que vous venez de lire vous donnera une excellente idée sur comment se fabrique un miroir de télescope. Il ne faut pas paniquer à l'idée que ça semble trop difficile à réaliser. Il suffit de lire et relire chacune des sections en examinant soigneusement les images accompagnant le texte. Les qualités requises sont la patience, la persévérance, la rigueur et d'accepter d'y mettre le temps nécessaire. Chacune des étapes est importante et prenez bien soin de les suivre rigoureusement. Vous pouvez consulter les ressources sur Internet traitant du sujet ainsi que les livres que je vous recommande à la fin du document. Vous pouvez aussi m'écrire personnellement en cas de besoin. J'essaierai de répondre à vos questions et de vous guider en conséquence. J'ai tenté de réduire au maximum les termes techniques et les formules mathématiques complexes. Ce que vous avez ici est la base que vous devez apprendre à maîtriser. J'espère qu'avec les nombreux exemples que j'ai donné dans le document, vous serez en mesure de vous débrouiller et que vous vous sentirez capable de tenter l'expérience. Je vous assure que ceux qui réussiront à mener à terme le projet de fabrication de votre propre miroir d'un bout à l'autre ainsi que votre télescope, vous en ressortirez très fier. Vous serez fortement stimulé à découvrir les merveilles de l'univers avec votre chef-d'oeuvre.
Je vous souhaite bonne chance dans votre projet.
Livres recommandés
Pour alimenter le présent
document, je me suis basé sur mes expériences personnelles et sur l'excellent
livre de JEAN TEXEREAU
"LA CONSTRUCTION DU TÉLESCOPE D'AMATEUR" auquel j'ai emprunté de nombreuses images. On peut télécharger le livre au
complet en français en format PDF en cliquant sur le lien. Pour la fabrication
des miroirs primaires, vous n'avez qu'à télécharger les chapitres
1 et II.
Sites Internet
Vous trouverez sur Internet, d'excellents sites qui traitent de fabrication de miroirs de télescope. Je vous recommande ceux-ci:
| THE ATM FAQ | RESSOURCES DIVERSES | |
| DIVERS | ||
Kits de miroirs et abrasifs
| NEWPORT GLASS | WILLMANN BELL |
|
Aluminure sur les miroirsh




























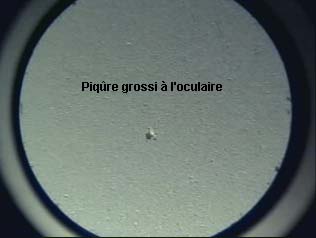
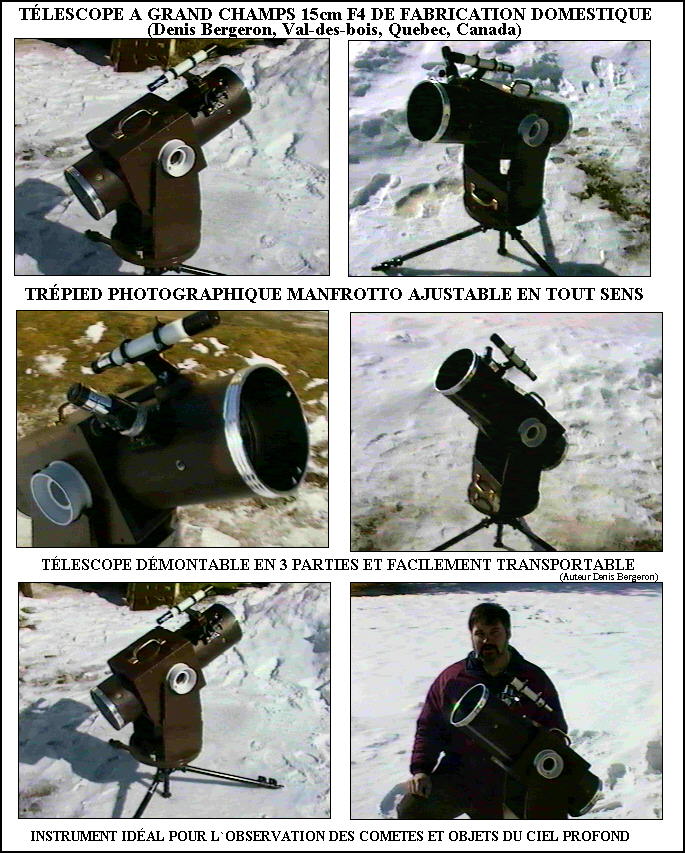{kind=link}