|
|
|
La fabrication du disque brut d'un miroir
Introduction (I) Beaucoup d'amateurs ont construit leur télescope et même fabriquer leur miroir de leurs propres mains, mais très peu ont l'idée de fabriquer le disque brut. La raison est simple : il faut un four, fabriquer un moule en matière réfractaire, trouver du verre, maîtriser la cuisson, bref cela semble tout de suite plus difficile. En revanche, il est bien plus facile de fabriquer un disque brut que d'essayer de couper un disque dans une masse de verre avec une scie diamantée qui ne trouve sa place que dans l'espace d'une usine. Trêve de plaisanterie, fondre son propre disque brut de verre n'est pas plus difficile que de préparer de la pâte et de la cuire dans un four. Vu sous cet angle, cela paraît évidemment plus facile. Il suffit simplement d'un peu d'expérience. La cuisson du verre est non seulement un travail à la portée de tout le monde mais comprendre sa transformation est également intéressant. Mais est-ce rentable ? A titre d'information, le prix d'un disque brut de 300/50 mm (diamètre et épaisseur) Schott Suprax (un Pyrex en verre moulé) revient à 195 € ttc chez Mirro-sphère en France. C'est également le revendeur recommandé par Schott France. Un disque brut Schott similaire au Pyrex ou au Duran de 300/25 revient à 132 € ttc chez Stathis-Firstlight en Allemagne. Par comparaison un miroir aluminé de 300 mm f/5 en BK7 acheté dans un magasin d'astronomie revient entre 500-700 € (cf. Maison de l'astronomie, Astroshop.de) mais la précision du polissage n'est pas précisée. En général, pour une taille à λ/10 dans un verre à faible dilatation, il faut tout de même compter entre 1500-2000 € (prix 2015). Un miroir Cassegrain de 300 mm f/4 taillé à λ/10 en Suprax avec son miroir secondaire reviennent à 3800 € chez Oldham Optical en Angleterre (plus taxe d'importation). Les prix sont encore plus élevés quand il s'agit de miroir cellulaire comme le propose par exemple Dream Cellular. Vu ces prix, si on peut trouver des chutes de verre de bonne qualité et si on dispose d'un four adéquat, on peut donc faire de belles économies en fabriquant soi-même son disque brut. S'il faut louer ou acheter un four d'occasion, on y reviendra, à moindre d'aimer travailler le verre ou l'émail, ce ne sera pas rentable mais un bricoleur peut y trouver son compte. Après tout, une passion n'a pas de prix. Le choix du verre Quel verre choisir ? Idéalement, comme nous l'avons expliqué dans l'article consacré aux spécifications des verres, les optiques astronomiques sont fabriquées dans des matériaux aux spécifications bien particulières respectant des normes de qualité très élevées.
Ainsi, les verres doivent présenter un très faible coefficient linéaire de dilatation thermique, une très bonne stabilité thermique et chimique, une porosité très faible et une densité pas trop élevée pour ne pas alourdir inutilement le miroir. Les verres doivent également présenter une dureté assez élevée pour résister à l'abrasion et aux chocs (rayure, coup, etc) tout en n'étant pas trop fragile afin qu'ils résistent aux contraintes lorsqu'il est monté dans le barillet du télescope dans une position qui est rarement horizontale. Tous ces paramètres et bien d'autres dépendent de la structure du matériau, notamment des forces de liaisons atomiques et des axes cristallographiques (chacun sait qu'on peut cliver des roches et autres minéraux très durs si on trouve le bon angle), certains paramètres comme la viscosité variant en fonction de la température. Les verres répondant aux normes de qualité astronomiques sont très chers et certains comme le Pyrex sont difficiles à trouver dans le commerce car ils ne sont plus fabriqués et les stocks restants s'amenuisent. Bien sûr, depuis le temps, Schott et Ohara notamment ont élaboré des verres borocalciques ou des vitrocéramiques équivalentes mais ces matériaux restent chers il y a peu de chance de trouver des chutes. Une alternative est d'acheter du verre E6 d'Ohara (cf. le bureau d'Ohara en Allemagne), un borosilicate offrant des propriétés supérieures au Pyrex. Il est livré en blocs de 4 à 5 kg, un seul bloc étant suffisant pour fabriquer un miroir alvéolé ou cellulaire de 300 mm de diamètre. C'est l'un des rares fabricants qui livre du verre brisé à la plus grande joie de ses clients ! Le verre E6 restant cher, pour la confection du disque brut d'un miroir on peut se contenter de verre sodocalcique, celui avec lequel on fabrique la quasi totalité des verres plats, y compris le verre trempé à condition de le préparer. En revanche, le verre en cristal de la famille des flints est déconseillé car il contient un taux élevé de plomb (PbO) ainsi que des inclusions et des impuretés d'oxydes forts de fer et de chrome qui peuvent assombir le verre et l'oxyder. Etant donné que l'éventail des verres disponibles de bonne qualité et bon marché n'est pas très étendu, le verre trempé utilisé pour fabriquer des tables est le plus indiqué. On peut le récupérer dans des parcs de recyclage, dans les chutes de verrerie ou on peut acheter des plaques d'occasion pour quelques euros via les petites annonces ou dans un magasin de seconde, quand on ne vous les offre pas pour s'en débarrasser. Il est important de choisir des verres sodocalciques transparents et peu colorés afin que le disque à fabriquer ne soit pas opaque car il faut qu'on puisse vérifier les contraintes internes à la lumière. Il faut aussi que les verres proviennent du même lot pour éviter de mélanger des verres de composition et de densité différentes ce qui peut générer des inhomogénités et des tensions internes lors du refroidissement qui peuvent se répercuter jusqu'en surface et rendre le polissage très difficile.
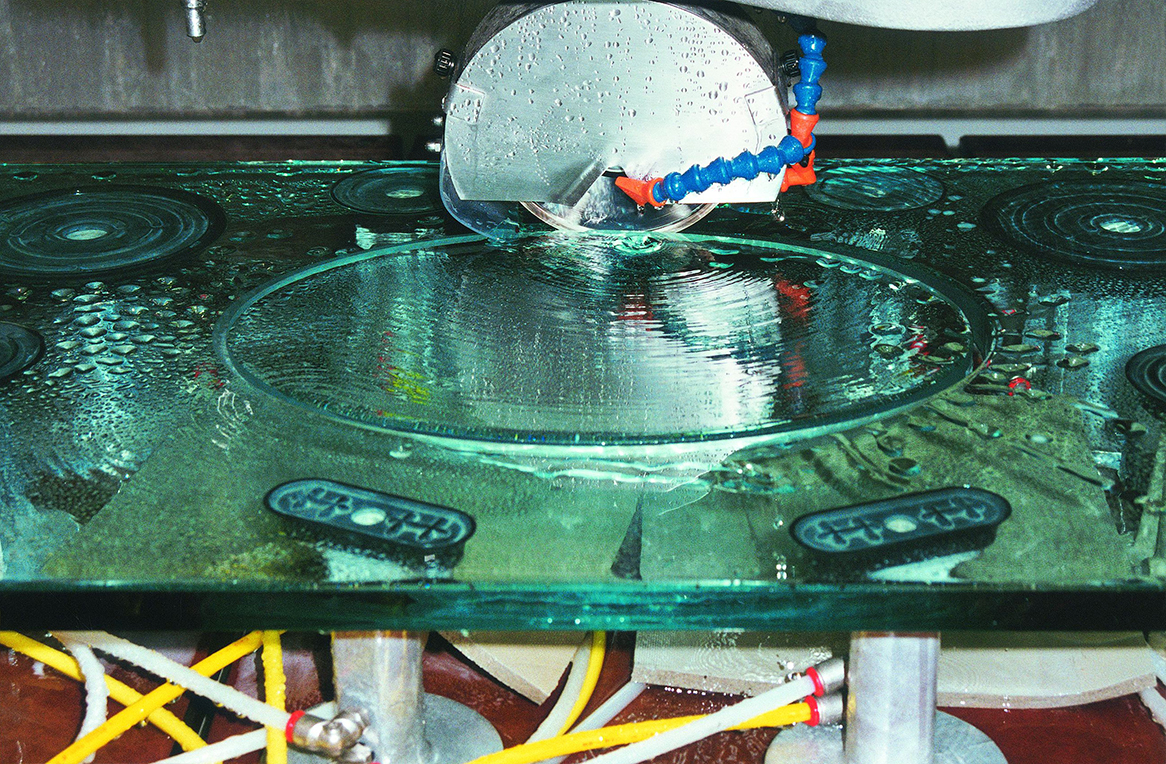
Après avoir choisi le type de verre convenant le mieux à la fabrication du disque brut du futur miroir, il faut choisir ce qu'on en fait. Si les dimensions du verre plat sont suffisantes et le matériau de qualité, on peut utiliser le verre en l'état. Dans ce cas on découpe quelques "tranches" circulaires qui deviendront le disque brut après cuisson. Précisons qu'on ne peut pas scier n'importe comment un disque dans un verre trempé au risque de l'éclater en raison des fortes contraintes internes. La découpe s'effectue soit avec une scie diamantée plongée dans l'eau soit avec une scie équipée d'une couronne trépan (de préférence en carbure de tungstène ou diamantée). Dans le second cas, l'opération dure entre 1.5 et 3 heures selon l'expérience, pour un disque de 200 mm de diamètre et 20 mm d'épaisseur. Mieux vaut confier ce travail délicat à un verrier équipé d'outils professionnels. Lorsque le verre récupéré d'occasion est découpé ou fragmenté, ll faut le refondre pour fabriquer le disque brut aux dimensions souhaitées et espérer qu'il soit le plus homogène que possible. Four de cuisson du verre Un amateur travaillant avec du verre ordinaire ou même trempé a besoin d'un four atteignant une température de 1000°C, la liquéfaction se produisant un peu en-dessous de cette température pour ce type de verre (voir plus bas). Il faut donc soit acheter un four soit trouver un club ou une institution compatissante disposant du matériel. La plupart des fours montent jusque 1100, 1300 et même 1500°C, ce qui convient à notre travail.
Comme on le voit ci-dessus, les fours portatifs sont des appareils très énergivores (3.3 kW pour un 40 litres à 11 kW pour un 200 litres) et sont très lourds (75 à 125 kg pour les petits modèles). En dessous de 10 kW, en général les modèles fonctionnent sur le 220 V en monophasé mais exigent un câblage supportant entre 20 et 30 A. Les modèles offrant un volume intérieur supérieur à 200 litres, digitaux ou automatiques coûtent entre 3000 et 5000 €. On peut acheter des fours d'occasion entre 100 et 1500 €. Ainsi, les anciens modèles de 300 litres AK28T et AK28 TM électrique et de 340 litres AK28 G à gaz de Ceramic Instruments qui valaient neufs jusqu'à 3300 € se vendent d'occasion entre 500-1200 €. Ces trois modèles présentent un diamètre intérieur de 73 cm et atteignent 1310°C. Un four Skutt KS181 qui valait 1500 € neuf se vend d'occasion entre 100-400 €. Il est adapté à des pièces jusqu'à 35 cm de diamètre. En général, ces fours n'afichent pas la température mais disposent d'un rhéostat gradué entre 0 et 10 par exemple comme un four domestique. Si le four n'est pas équipé d'un thermomètre, il faudra acheter un thermocouple digital portable et une sonde capable de mesurer des températures entre -200 et 1300°C (cf. les modèles de PCE France, les prix démarrent vers 60 € hors frais). Précautions d'usage On ne joue pas avec le feu, surtout pas quand il couve dans une pâte de verre a priori inoffensive ! Mais la chaleur qu'il dégage vous rappellera vite de vous éloigner. Comme avec la lave ou le métal en fusion (700-1100°C), les accidents qui peuvent survenir en manipulant du verre brûlant ne laissent pas de deuxième chance et sont sans pitié. Soyez toujours très prudent quand vous utilisez un four. Ne fabriquez jamais du verre en présence d'enfants ou d'animaux.
Le verre pouvant être en fusion et représenter une masse de 2 à 6 kg pour les petits miroirs, placez toujours le four dans un espace ouvert ou dégagé, au sol et sur une surface de niveau et uniquement près de structures en pierre (garage, cave, terrasse, balcon...) afin de prévenir tout accident. Prenez toutes les précautions pour vous protéger de la chaleur et éloignez à plus d'un mètre tous les objets inutiles ou ne supportant pas de chaleur élevée. N'utilisez aucun équipement bricolé ni de four dont le thermostat est défecteux. Tenez-vous à l'écart du four et surveillez-le lorsque qu'il est allumé ou quand vous cuisez du verre. Si vous manipulez le couvercle du four pendant la cuisson ou pendant que le disque de verre est chaud, vous devez obligatoirement revêtir des gants de protection contre les hautes températures (cf. Final Materials) et utilisez une canne en métal pour ouvrir le couvercle. Si vous voulez travailler le verre ou les métaux, il faudra également porter un tablier en cuir métallisé ou réfractaire, des chaussures adaptées et si nécessaire des lunettes noires ou mieux des lunettes de soudeur. Essayer d'éteindre des feux de très haute température avec de l'eau est déconseillé. Par exemple, un feu qui brûle à 2000°C est suffisamment chaud pour séparer les molécules d'eau (H2O) en atomes d'hydrogène et d'oxygène, libérant ainsi d'énormes quantités d'énergie thermique. Pour les feux très chauds, il est préférable de garder à proximité un grand seau de sable. Précisons que les extincteurs de classe D au chlorure de sodium (sel de table) peuvent convenir car ils sont utilisés pour étouffer des feux de métaux. Températures de cuisson du verre En général, le verre se travaille entre 550-1300°C, zone de température où la matière devient visqueuse. A partir de 500°C environ, la viscosité du verre est encore 1019 fois supérieure à celle de l'eau (1016 Pascal-secondes ou 1017 poise) mais le verre devient maléable. Ainsi, entre 640-875°C, on peut souffler et tourner le verre. En général, le verre (sodocalcique et borosilicate) entre en fusion entre 800-1400°C. A 1300°C, la viscosité du verre tombe à 17 Pa.s. A partir de 1500°C la viscosité du verre atteint 10 Pa.s soit 104 fois celle de l'eau et est équivalente à celle du miel non cristallisé. Au-dessus, on entre dans la zone d'affinage des verriers. La silice pure entre en fusion à 1730°C. Avant de cuire le verre, il est bon de vérifier ses spécifications afin de savoir s'il convient à la fabrication d'un disque de miroir. Il est notamment essentiel que le verre soit homogène pour éviter les tensions intenses et les bulles de gaz, relativement transparent pour le contrôle ultérieur des tensions internes et qu'il soit le plus stable possible tant mécaniquement, thermiquement et chimiquement étant donné que sa surface doit rester stable et sans déformation durant toute la durée de son utilisation. Avant de s'aventurer dans la cuisson du verre, il est également utile de connaître les différentes températures de travail et les phases du verre dont quelques valeurs caractéristiques sont reprises dans le tableau ci-dissous. Nous y reviendrons lors de l'étape de la cuisson d'un disque brut. A lire : Fabriquer du verre, Wikihow Températures de travail du verre, Infovitrail
L'essentiel dans ce travail est de choisir son verre (on suppose pour l'exemple qu'on utilisa des plaques de verre trempé) et de déterminer la quantité qu'il faut utiliser. Pour cela, le plus simple consiste soit à faire des essais, mais on perd du temps et parfois un peu d'argent, soit on prend contact avec un personne taillant des miroirs afin d'évaluer le poids équivalent de verre nécessaire à la fabrication d'un disque brut. A titre d'information, pour une densité similaire, un miroir taillé de 200/36 mm (diamètre et épaisseur) pèse environ 2.6 kg et un 300/50 mm pèse environ 6 kg. En revanche, un 317/38 mm alvéolé (formes évidées de 5 cm de diamètre) pèse moins de 5 kg voire moins de 2 kg si le réseau cellulaire est très étendu. On y reviendra. Selon que le disque brut sera plus ou moins mince et/ou alvéolé, nous avons donc besoin d'une quantité de verre variant entre 4 kg pour fabriquer un disque de 200/36 mm (diamètre et épaisseur) à 8 kg pour un 300/50 mm. Ce sont des valeurs maximales tenant compte le verre sera ensuite taillé. Que nous utilisions du verre plat sodocalcique, du verre trempé de récupération ou des blocs de verre E6, il y a deux méthodes de travail. La première méthode consiste à fabriquer le disque en deux étapes comme le font les professionnels. On utilise des fragments de verre en quantité égale au poids du miroir brut qu'on place dans un récipient en céramique et qu'on cuit jusqu'à la fusion. Ensuite, on verse la pâte de verre dans un moule aux dimensions du miroir qu'on recuit pour éliminer les éventuelles tensions internes. On laisse ensuite refroidir le verre très lentement à taux constant. On y reviendra. La seconde méthode est de réaliser une seule cuisson. Dans ce cas, on dépose directement les fragments de verre ou les morceaux de verre trempé dans le moule aux dimensions du disque brut final. Mais même dans ce cas, il est parfois nécessaire et même prudent de recuire le verre en raison des tensions internes. On y reviendra. Fabrication du moule réfractaire Le moule ou le gabarit contenant le verre qui sera placé au four peut être fabriqué en n'importe quelle matière capable de supporter une température d'au moins 1300°C pendant plusieurs heures (par sécurité).
On peut par exemple utiliser un mélange fait pour moitié de plâtre Hydrocal (un plâtre servant à fabriquer des moulages, cf. USG ou BTB Canada) et moitié de farine de silice calibre 200 (du quartz broyé jusqu'à 75 microns) que l'on place dans un moule en polystyrène expansé (PSE), en bois blanc ou contreplaqué jusqu'à ce qu'il soit sec. Le même matériau pourra servir à fabriquer le moule d'un miroir alvéolé ou cellulaire. On y reviendra. C'est la solution la plus simple à mettre en oeuvre et qui ne nécessite pas de gros outillage. Economique et rapide, elle est aussi versatile, l'Hydrocal s'adaptant à la confection de nombreux gabarits sans devoir faire appel à des machines-outils. L'amateur disposant d'un atelier de travail et bricoleur peut également utiliser une dalle de fibre céramique ou une brique réfractaire (type Firebrick avec un facteur d'isolation K 23), des matières à la fois légères, poreuses et facile à couper (cf. par ex. Fédéral Technique et Rath). Les briques réfractaires sont fabriquées à base de silice et d'alumine. Elles servent principalement de matière isolante dans les habitations et accessoirement dans les fours Elles sont généralement proposées en blocs de 220x110x63 mm ou 230x114x64 mm. Il en faut deux pour fabriquer les deux demi-moules qui formeront les assemblages des parties gauche et droite d'un disque brut de 200 mm de diamètre. Il en faudra quatre ou plus pour assembler les quatre ous six segments d'un miroir de taille supérieure. Comme on le voit à gauche, avec une foreuse équipée d'une scie trépan (il s'agit d'une couronne d'acier faite sur mesure ayant des dents rectangulaires), on peut découper des formes jusque 200 mm de diamètre assez facilement. Au-delà de cette taille, cette technique n'est plus adaptée. Pour les gabarits en brique réfractaire de plus grande taille (>200 mm de diamètre), il faut utiliser une scie à ruban et découper des arcs de l'épaisseur désirée. Cela permet de fabriquer un moule en forme d'anneau de 20 ou 30 mm d'épaisseur dont on peut ensuite égaliser les angles avec une ponceuse à bande. La scie à ruban vertical
A titre d'information car tout les bricoleurs ne procèdent pas ainsi, il est possible d'utiliser une scie à ruban vertical pour couper la brique réfractaire. Les petites scies à ruban vertical de Fox ou Kity Scheppach par exemple à 200-300 € ont une table de 195 à 240 mm de large et une hauteur de coupe de 100 ou 150 mm. Elles présentent un passage de coupe un peu trop étroit pour fabriquer un moule à partir d'une dalle de céramique dont la diagonale mesure environ 260 mm. Les modèles de cette catégorie sont des produits d'appel et d'entrée de gamme qui peuvent juste satisfaire un bricoleur amateur mais certainement pas une personne travaillant de grosses pièces. Pour couper des briques de céramique dans de bonnes conditions, il faut utiliser une scie à ruban vertical dont la table mesure entre 30 et 60 cm de large (par ex. FOX F28-194B à 800 €, Metabo Magnum BS 1838W à 660 € ou Jean L'Ebeniste BS480 à 1500 € ttc) ou encore un modèle professionnel (par ex. Zagro UVB/Z500S avec table de 450x700 mm et hauteur de coupe de 420 mm à 330 0€ ttc chez Baywa.de). Vu les prix élevés de ces machines, on peut aussi acheter des scies à ruban d'occasion directement chez les distributeurs comme par exemple LBV en Belgique ou à moindre coût sur des sites spécialisés comme Exapro ou Le Coin du Pro et même à prix cassé aux enchères. Bonne nouvelle pour l'amateur, certaines entreprises louent également ce type de machine à la journée, la semaine ou le mois : par exemple Zilok en France, Fievet Fils Location en Belgique (Anhée) ou Boels au Luxembourg. Les prix varient entre 60 et 85 € par jour (ils sont régressifs dans le temps) et moyennant caution. Si ce genre d'installation vous dépasse, vous avez encore la possibilité de faire appel aux services d'un artisan ou d'une entreprise spécialisée dans la taille de la pierre qui effectuera volontiers ce travail en quelques minutes contre rémunération. Finition du moule et préparation du verre Comme dans tout travail du verre, pour éviter que la masse visqueuse ne colle au moule pendant la cuisson et le refroidissement (le verre colle à tout ce qui est poreux dès qu'il commence à fondre à partir de 550-600°C), il faut recouvrir la base ou sole du four avec ce qu'on appelle un séparateur sec qui va jouer un rôle antiadhésif. Il existe différentes matières : le plâtre réfractaire, le talc, la ponce, la fibre céramique ou encore le papier céramique (cf. Perles and co, 4 € pour 5 feuilles de 10x10 cm). Ces matériaux n'ont aucune interaction avec la pâte de verre.
Comme on le voit à gauche, il faut également entourer les disques de verre ainsi que les parois intérieures du moule contenant les fragments ou les blocs de verre avec une feuille de papier céramique ou toute autre matière ayant les mêmes propriétés. Cette feuille va fondre pendant la cuisson en laissant un dépôt de poudre de céramique non adhésive. Précisons que le plâtre réfractaire fond entre 700 et 1000°C. On peut aussi recouvrir les parois intérieures du moule avec du ciment réfractaire de haut-fourneau (du ciment Portland CEM III/A, par ex. le ciment Holcim vendu par BigMat). A défaut de brique ou de ciment réfractaire, on peut utiliser du ciment ordinaire (un composant du béton qui fond vers 1450°C). Mais comme la chamotte (de la poudre d'argile cuite qui peut aussi convenir, il existe aussi de la chamotte réfractaire), il faut éviter que le verre adhère au moule. Il faut donc l'enduire d'un produit anti-accrochage qu'on peut acheter chez un verrier. De couleur blanche, on en badigeonne l'intérieur du moule au pinceau. Ensuite, pour éviter que le produit ne dégaze sous l'effet de la chaleur, il faut cuire le moule à vide pendant 1 heure à 650°C (voire même plus longtemps par sécurité) pour que le gaz s'échappe avant d'y placer le verre. Si vous ne le faites pas, le gaz contenu dans l'enduit va se libérer sous la masse de verre, se dilater et finalement va transformer la base du verre en une surface irrégulière (épousant les éventuelles aspérités de la sole du four) avant de "monter" et transformer votre verre en une immense bulle visqueuse digne des verres de Murano !... Sachant que la masse de verre visqueuse va exercer une forte pression sur les parois du moule pendant la cuisson, il faut veiller à ce que le moule serre bien les plaques ou les tessons de verre soit en l'entourant d'un fil de fer ou de cuivre bien serré soit en soudant les jointures avec du ciment de haut-fourneau (CEM III/A) comme ci-dessous à droite. Si on ne serre pas suffisamment le moule autour du verre ou s'il y a des espaces libres entre le moule et le verre ou sous le verre et si on n'utilise pas ce papier céramique ou ce revêtement réfractaire, après la cuisson il y aura des coulures autour du disque qu'il faudra poncer avant de commencer à tailler le verre. La base du moule sera constituée d'un simple disque réfractaire ou en bois de 20 mm d'épaisseur recouvert de papier céramique d'une largeur légère supérieure à celle de la base du moule. Certains fours portatifs sont également livrés avec des plaques rondes réfractaires au diamètre du four. Si on utilise des galettes de verre, il en faut en quantité suffisante pour fabriquer un disque brut d'une épaisseur d'au moins 30 mm pour un miroir de 200 mm de diamètre et d'environ 40 mm pour un disque de 300 mm de diamètre monolithique non alvéolé. Bien sûr rien n'empêche de fabriquer des disques plus minces.
Comme nous l'avons évoqué, avant de mettre le verre au four, il faut veiller à ce que le four soit bien de niveau car autrement, au cours de la cuisson, la masse de verre visqueuse risque de se déplacer et former un disque plus épais d'un côté que de l'autre et contenant des zones internes de tension. Ensuite, pour éviter que le verre fluide ne s'épanche et ne coule en dehors du moule à travers les fines ouvertures entre les joints ou la base, il est prudent de mettre des poids en terre cuite sur le bord supérieur du moule (voir photo), ce qui empêchera le moule de bouger sous la pression de la masse visqueuse. Enfin, il faut également s'assurer que le moule soit bien sec (notamment quand il s'agit de plâtre Hydrocal mélangé à de la farine de silice). Pour cela, on place le moule vide au four à 80°C pendant environ 12 heures. On laisse ensuite refroidir le four afin de pouvoir y placer le verre sans se brûler. On nettoie ensuite les plaques de verre à l'eau (on peut les passer au lave-vaisselle), ce qui évitera aux bulles et aux poussières de se fixer sur la surface pendant la cuisson. Cela rendra la masse de verre plus homogène. Lorsque tout est prêt, on dépose le moule contenant les morceaux de verre ou les galettes de verre dans le four et on commence la cuisson. C'est l'objet du prochain chapitre. Prochain chapitre
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||













{kind=link}