|
|
|
La fabrication d'un miroir de télescope
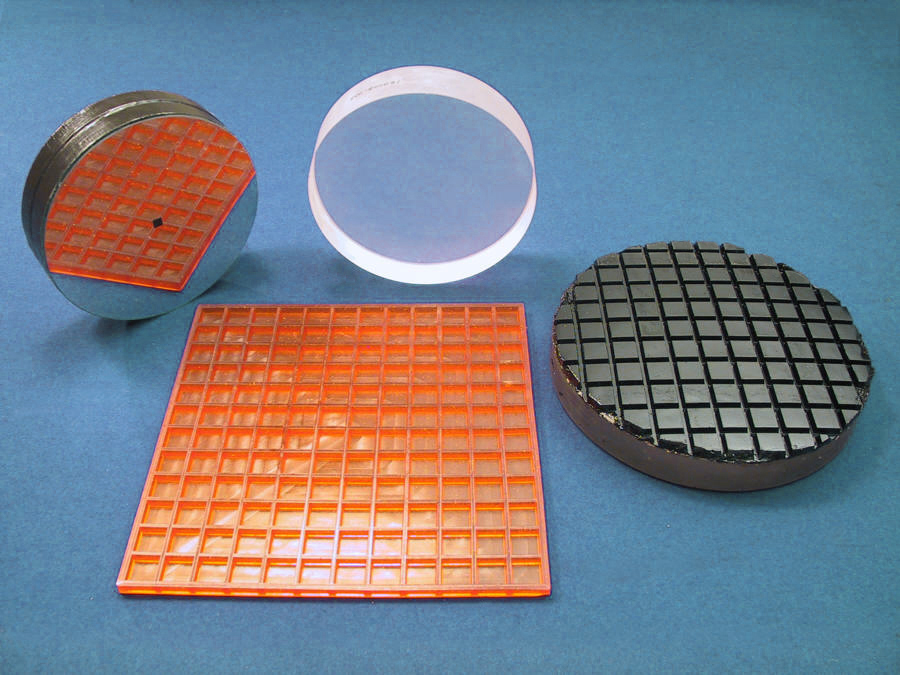
Les préparatifs (III) 1. Le disque-outil La première chose à faire est de fabriquer le disque-outil. On peut utiliser un outil de pleine taille si le miroir à polir n'est pas très grand mais si on travaille manuellement, au-delà de 300 ou 400 mm sa manipulation devient mal aisée en raison de sa taille et de son poids. Dans ces conditions certains n'hésitent pas à coller une poignée en poix sur le dos du disque-outil pour faciliter la prise en main. Aussi généralement, on utilise des outils mesurant le tiers, la moitié ou les trois-quarts du diamètre du miroir. Le matériau importe peu, les seules conditions étant que le support soit rigide, résistant et ne craigne pas l'humidité. On peut fabriquer le support en bois (en contreplaqué, c'est la solution la plus simple et la plus économique), en plâtre synthétique "Staturoc" (plus solide que le plâtre ordinaire), en aluminium, en ciment ou encore en verre pour les plus fortunés. Le budget variera en conséquence. L'épaisseur de l'outil sera d'environ 40 mm. La nature de sa surface dépend des écoles. Certains amateurs et même des professionnels dont Jean Texereau et Laurent Koechlin, se contentent d'utiliser un disque en verre offrant une dureté au moins égale à celle du disque brut à polir sans s'embarrasser de le couvrir de céramique. L'autre école utile un disque-outil sur lequel sont collés à l'epoxy des carrés ou des hexagones en céramique (en grès ou porcelaine). Pour des miroirs de 200 à 400 mm de diamètre, leur taille varie entre 20 et 30 mm de côté. Au-delà, leur rigidité les empêche de s'adapter à la courbure de la surface du miroir. Tracez sur le support un quadrillage de la dimension des carreaux de céramiques en laissant entre eux un interstice de 8 à 10 mm. Evitez de tracer un damier symétrique par rapport au centre du disque et ne placez pas le centre d'un carreau juste au centre du disque. Ces précautions éviteront de générer des défauts symétriques sur le miroir (couronnes et autre dépressions). Il faut également couvrir les interstices de vernis (ou d'epoxy marine qui résiste très bien à l'eau) afin d’éviter que l’humidité ne pénètre dans le socle et finisse par décoller les carreaux. Les carreaux sont également recouverts de vernis. Ce vernis sera aussi un bon indicateur de l'usure de l'outil. Il est essentiel que ces carreaux soient plus durs que le verre à creuser. S'ils sont plus tendres (par exemple en verre ordinaire), ils vont s'user plus rapidement que le disque brut et les petits éclats prisonniers du substrat risquent de griffer la surface du miroir pendant le doucissage, ruinant des heures de travail. A lire : Outils segmentés en céramique (PDF), Charles Rydel, SAF
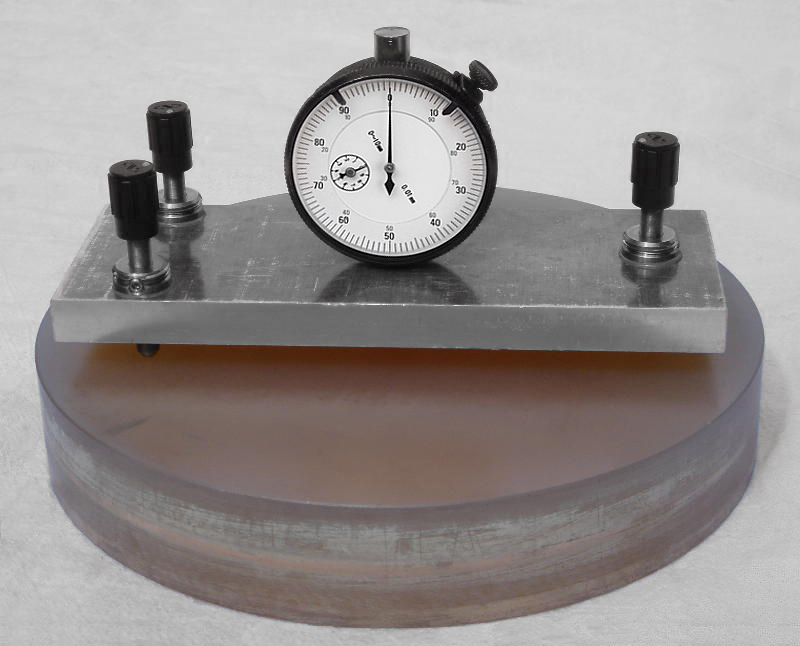
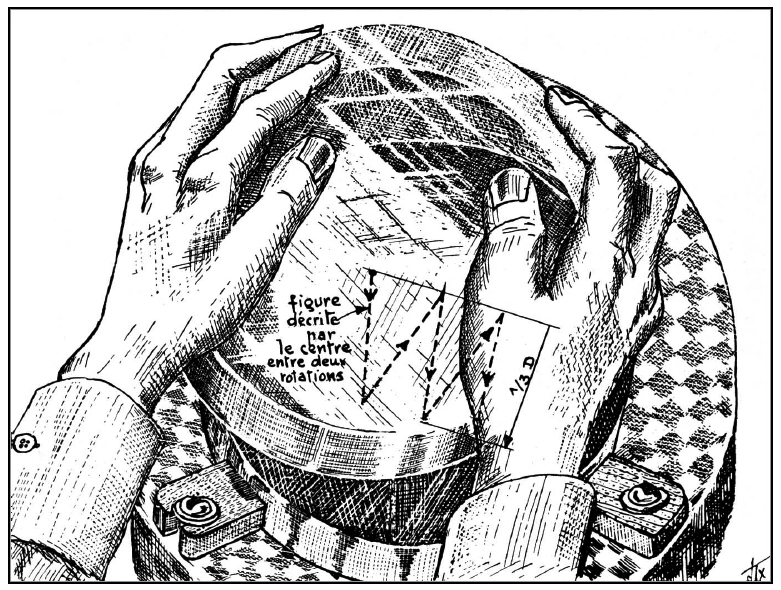
Quelle que soit la solution choisie, entre l'ébauche et le doucissage, les surfaces de l'outil et du miroir vont progressivement s'user de manière complémentaire sous l'effet des abrasifs : si le miroir est placé en dessous, il va se creuser tandis que la surface de l'outil va prendre une forme convexe. Notons que le substrat de cet outil pourra ensuite être réutilisé pour fabriquer le polissoir couvert de carreaux de poix. Lorsque l'outil d'ébauche est terminé, on peut monter le poste de travail, qu'il s'agissse d'un établi, d'une table ou d'un tabouret approprié. 2. Fixation du disque brut sur l'établi Pour commencer, on attache solidement le disque qui va devenir le miroir (ou l'outil) au poste de travail entre trois blocs fixés à 120° ou entre 8 butées placées tous les 45° et solidaires de la table (qui peut être un plateau tournant). Il est important que le miroir soit bien fixé car en cours de travail, on va appliquer une force sur le disque-outil qui peut atteindre 1 kg voire même davantage au cours du polissage quand la poix commencera à coller sur le verre. On vérifie également la stabilité de l'ensemble, quitte à ajouter du lest (30-40 kg) pour augmenter la stabilité de la table de travail. 3. Zérotage du sphéromètre Il faut ensuite zéroter le sphéromètre. On le place sur la surface plane du disque brut en veillant à ce que la règle ou les pieds ainsi que ja jauge soient bien en contact avec la surface et on le règle sur "0" afin que les mesures de la flèche ne soient pas erronnées. On met ensuite le sphéromètre de côté, on l'utilisera plus tard.
4. Dressage du disque brut Si le dos du disque brut est irrégulier (cela peut arriver avec des disques moulés dans des installations amateurs) ou si la surface est annelée comme le sont les disques bruts en Suprax de Schott, il faut dresser, raboter, ces irrégularités afin que les deux surfaces soient aussi planes que possible. On peut réaliser cette opération à la meule diamantée ou avec un abrasif C36 et en humidifiant la surface. 5. Chanfrein du disque brut Enfin, au cours de l'ébauche, le bord du miroir et de l'outil vont devenir tranchants et risquent de s'écailler. Pour éviter que des morceaux de verre éclatent, il faut réaliser un chanfrein, un bisaut avec une pierre ponce à l'huile ou plus rapidement avec une meule diamantée légèrement usée ou au Carborundum et en humidifiant bien la meule et le disque brut. Ce chanfrein à 45° doit mesurer 2-3 mm de largeur et doit être ajusté autant de fois que nécessaire.
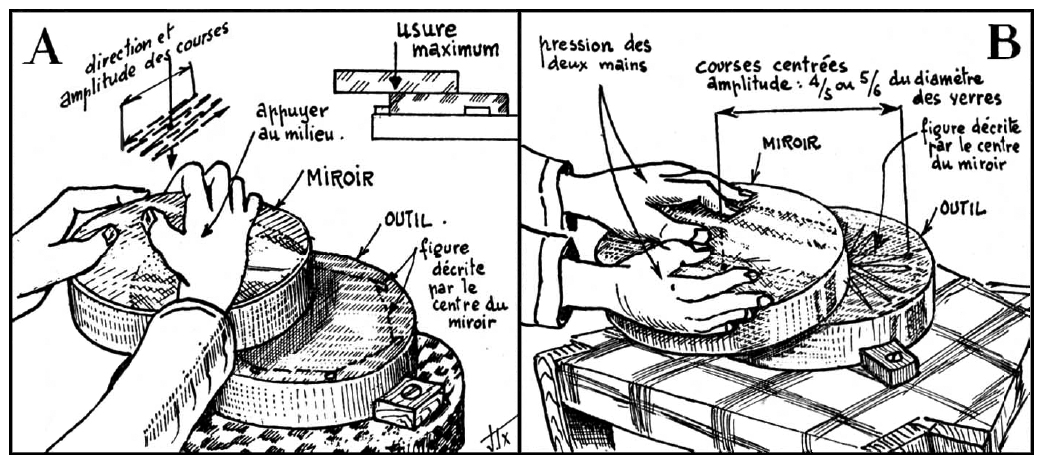
Après ces travaux préparatoires, on peut commencer l'ébauche. De l'ébauche à la parabolisation du disque brut 1. L'ébauche L'ébauche consiste à "tailler" le miroir, le creuser pour lui retirer le superflu de matière jusqu'à obtenir une courbure voisine de celle de la sphère correspondant à la flèche calculée. Les petits miroirs de quelques dizaines de centimètres de diamètre sont fabriqués à la main (sauf production de masse) à partir de deux disques plans couverts d'abrasif et qu'on frotte l'un contre l'autre. Le premier disque en verre, en plâtre ou en bois recouvert de céramique sert d'outil à dégrossir tandis que le second verre va devenir la surface du miroir.
Lorsque le miroir est en dessous, on creuse le centre du miroir et on érose le bord de l'outil. Inversement, lorsque le miroir est au-dessus, on creuse le bord de l'outil et on érode le centre du miroir. On commence par sepoudrer la surface plane du disque de carbo C36, C40 ou C60 jusqu'à 2 cm du bord. Un abrasif de granulométrie plus fine (par ex. C80) va ralentir la taille sans apporter d'avantage. On peut verser l'abrasif directement du récipient mais avec le risque d'en verser trop. L'utilisation d'une cuillère est préférable. On verse ensuite un peu d'eau sur l'abrasif au moyen d'un spray, on recouvre le tout avec le deuxième disque, l'outil, et on commence l'ébauche de la forme. Précisons que si vous n'aimez pas les bruits rauques et stridents du frottement de la pierre sur le verre, serrez les dents car cela va durer quelques minutes, ensuite le bruit sera plus supportable. On appuye fermement sur le centre de l'outil et on fait 3-4 courses en forme de W puis on tourne le miroir de 1/6e de tour et on se décale soi-même autour du poste de travail pour bien répartir l'usure, et on recommence. Par frottement et usure avec l'outil, le verre du futur miroir va progressivement se creuser au centre et présenter une surface concave de forme sphérique. Au bout de quelques minutes, l'abrasif va devenir pâteux et inefficace; il est usé et il faut le remplacer, c'est la séchée. Il faut alors nettoyer l'outil et le miroir avec une éponge plongée dans l'eau clair, sécher la surface avec un essuie ou un papier absorbant et on recommence l'opération avec une nouvelle dose d'abrasif. Une session de 10 séchées représente entre 30 et 45 minutes de travail pour un miroir de 150 à 300 mm de diamètre et consomme environ 300 grammes de C40. Par mesure d'économie, lors du nettoyage, certains amateurs récupèrent la pâte par sédimentation au fond d'une cuve et la réutilise au cours de la séance suivante. Mais vu le prix de l'abrasif, ça ne vaut pas la peine. L'ébauche est l'étape où on retire le plus de matière du disque de verre (une épaisseur moyenne variant entre 1.5 et 6 mm pour des miroirs de 200 à 600 mm de diamètre).
Si retirer de la matière ne pose aucun problème sur des miroirs épais de 40 à 50 mm d'épaisseur pour 300 mm de diamètre, sur un disque mince, on peut observer une diminution de la résistance du verre en compression. Cela veut dire que le coeur du disque aura tendance à excercer une force plus importante sur la face polie du disque et étirera la face dorsale, provoquant un cintrage du disque : il va prendre la forme d'un ménisque ! Si en soi ce n'est pas un problème car on peut en tenir compte lors du polissage et de l'installation du miroir dans son barillet, les verres présentent une faible résistance à l'élasticité. Si la force interne dépasse ses limites ou si le verre subit un brusque changement de température alors qu'il est déjà fragilisé ou peu homogène, le disque va tout simplement se briser sans même qu'on y touche. C'est malheureusement ce qui est arrivé au miroir de 1.06 m destiné à l'observatoire de Puimichel que Dany Cardoen était en train de polir. N'ayant pas fait attention au moment de l'achat à la présence de coulures internes, sources de contraintes, le miroir s'est brisé en deux pendant l'ébauche ! Lorsque la surface des deux disques est identique du centre jusqu'au bord et présentent la même apparence et la même texture, on effectue une première vérification de la courbure du miroir avec un sphéromètre ou une simple règle métallique posée en travers du diamètre et on mesure la flèche (la sagitta). A ce stade, il est utile de disposer d'un gabarit en métal à la dimension exacte de la flèche finale. Avec un peu de chance on peut trouver des accessoires de bricolage (foret, rondelles) ou des pièces de monnaie dont l'épaisseur correspond exactement à la flèche à 0.05 mm près. En fonction du résultat obtenu au terme de chaque journée de travail, on rectifiera la courbure en continuant l'ébauche jusqu'à atteindre la valeur de la flèche. Tant qu'on y est pas arrivé, l'ébauche continue. A
voir : Telescope
Mirror Making, Michael Dodge
L'ébauche du miroir nécessite entre 80 et 90 séchées au C40 ou C60 pour atteindre une précision de l'ordre de 0.1 mm. En travaillant manuellement, à raison de 20 séchées par jour durant chacune quelques minutes, l'ébauche dure entre 3 et 5 jours. On peu bien sûr travailler à temps-plein et réaliser ce travail en une journée. 2. Le réunissage Le réunissage constitue le prolongement naturel de l'ébauche. Il permet notamment de terminer les quelques centimètres (1 à 2 cm) extérieurs du disque, ce qu'on appelle le cordon, qui lors d'une ébauche à la main ne présente généralement pas tout à fait la courbure désirée du fait qu'on appuye en général plus sur le centre que sur la périphérie du disque. Cette étape permet surtout de réunir les deux surfaces, celle du futur miroir et de l'outil, jusqu'au doucissage de la surface optique afin d'atteindre la courbure sphérique. C'est la seule forme courbe où quelle que soit leur position, les deux surfaces sont toujours en contact.
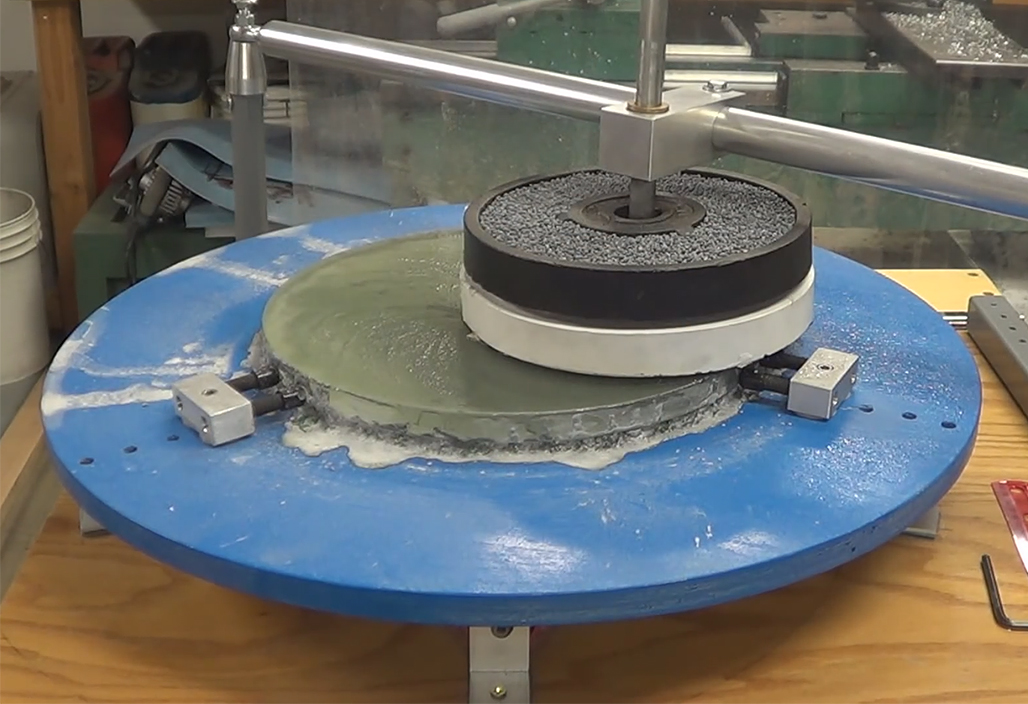
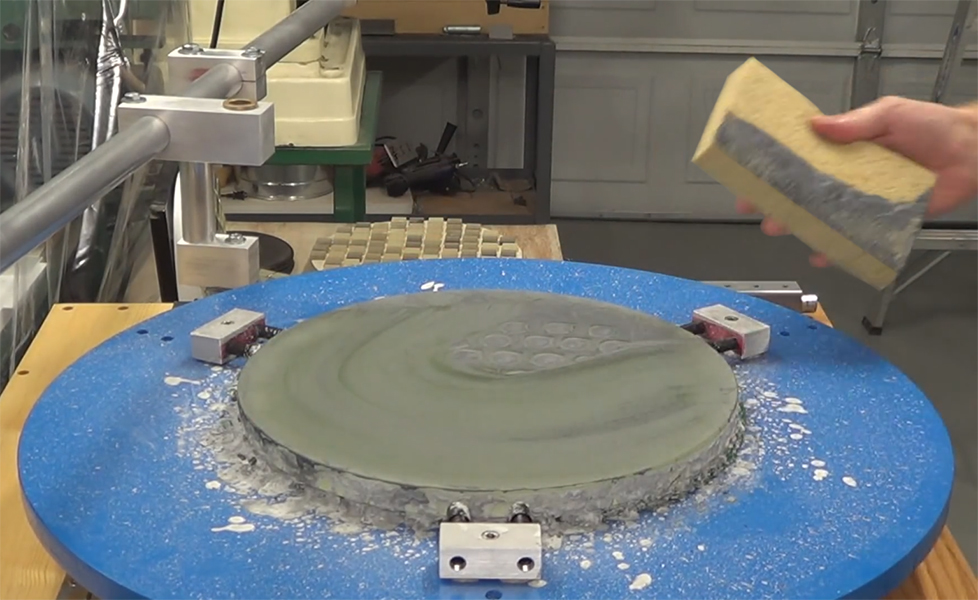
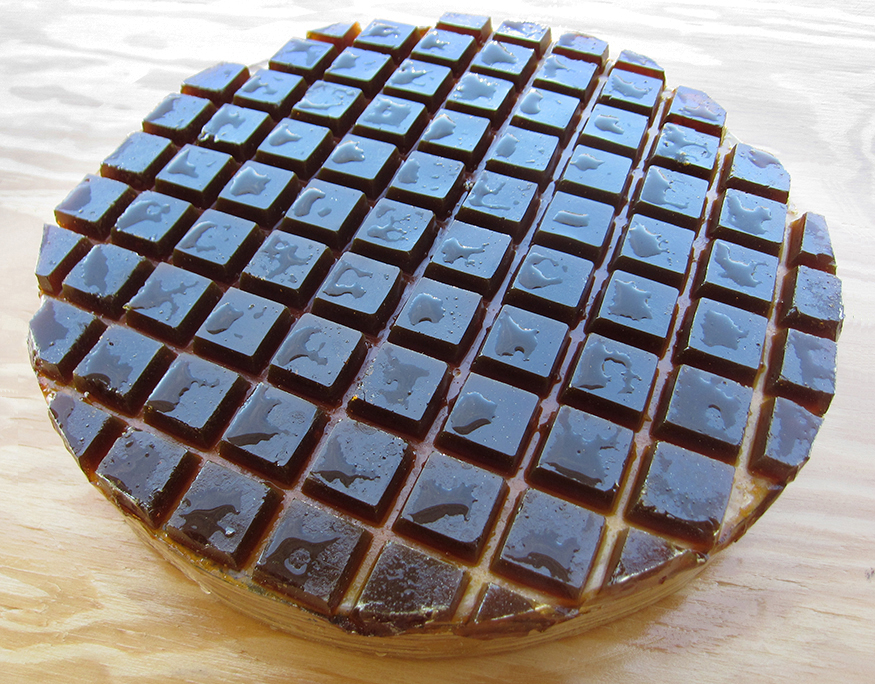
Pour travailler plus rapidement, on peut utiliser le même abrasif que pour l'ébauche (C60) jusqu'à ce que le cordon soit éliminé mais on prend le risque de trop creuser la couronne. Pour améliorer la finesse de la texture de la surface et la courbure, il est préférable d'utiliser un abrasif plus fin, par exemple du carbo C120 ou même C180. Pour s'assurer de bien éroder le verre, il est conseillé de poser une masse de 5 ou 10 kg sur le disque-outil. Sinon, il faut veiller à appuyer bien fort dans la zone du cordon et de parcourir la surface en effectuant des courses en W ou en 8 de la même manière que pendant l'ébauche mais cette fois en insistant sur la partie extérieure en déportant l'outil sur l'extérieur du disque. Pour que la surface et le rayon de courbure du miroir soient uniformes, il est conseillé d'alterner régulièrement le disque et le polissoir (en dessous puis au dessus). Comme l'ébauche, on réalise autant de séchées que nécessaire et on vérifie la flèche au sphéromètre après chaque session. Pour savoir si le travail avance bien, il suffit de dessiner une grille sur le verre avec un marqueur indélébile et de voir après chaque séchée quelle partie a été érodée et quelle autre n'a pas été touchée, et de rectifier les zones en conséquence. On peut aussi le vérifier en examinant la manière dont s'usent les carreaux de l'outil. Cette étape est assez longue et on a l'impression de travailler pour peu de chose. Or cette étape est toute aussi cruciale que les autres et demande autant de concentration et de méthode. Sachant qu'il faut compter entre 150 et 200 séchées, à raison de 40 séchées par jour si on est courageux, ce qui représente entre 3 et 4 heures d'assiduité, cela représente entre 4 et 5 jours de travail. En travaillant sans machine-outil, la durée de réalisation d'un miroir depuis l'ébauche jusqu'à la fin du réunissage prend environ une semaine pour une personne expérimentée. Ce type d'atelier peut donc être planifié durant la première semaine d'un stage d'astronomie (où une partie du travail peut être accomplie sur une machine-outil à des fins didactiques). 3. Le doucissage Après les étapes de creusage du disque et d'égalisation des surfaces entre le disque et l'outil, on procède ensuite au doucissage. A force d'utiliser des abrasifs d'ébauche et réunissage grossiers pour s'approcher du profil sphérique précalculé, la surface du disque est devenue rugueuse et opaque et contient des irrégularités et parfois des piqûres. Il faut éliminer ces défauts au moyen d'abrassifs de plus en plus fins et en même temps affiner les deux surfaces, celle du miroir et de l'outil. On peut fabriquer un outil spécialement pour le doucissage comme on le voit ci-dessous. Ici également on peut fabriquer un outil de pleine taille ou plus petit que le miroir.
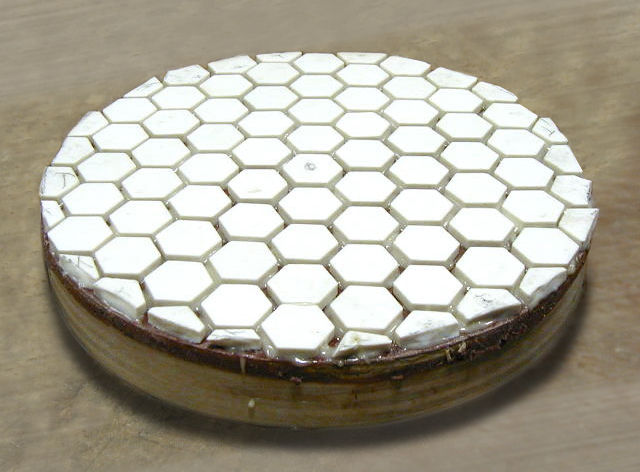
Dans le cas d'un disque-outil de pleine taille, pour que l'outil épouse la forme sphérique du disque, on pose un film en plastique ou un papier calque sur le miroir ébauché autour duquel on fixa solidement un anneau en plastique ou en scotch. On verse ensuite du plâtre dans le creux du miroir en veillant à ce que la surface soit bien de niveau. Une fois sec, on retira le moule en plâtre et on le recouvre de carreaux de céramique ou de verre collés à l'epoxy. Notons que le verre est plus doux que la céramique. On rectifie ensuite les carreaux en bordure du disque avec une pince coupante. A la place de plâtre, on peut utiliser de l'epoxy marine mélangée à de la poudre épaississante. On laisse sécher le mélange sur le miroir une journée. Puis on retire le moule que l'on colle à l'epoxy sur plusieurs épaisseurs de contreplaqué. On colle ensuite des carrés ou des hexagones en porcelaine sur la surface sphérique et on rectifie les bords avec une scie humide. Finalement, on recouvre le tout d'epoxy pour que les carrés ou les hexagones soient bien fixés et la surface imperméable. Les résultats sont présentés ci-dessus. Les amateurs d'ATM de Stellafane proposent une solution équivalente. Avant de commencer le doucissage, il faut bien laver le miroir et l'outil afin de les débarrasser de toute trace abrasive. Prévoyez également une nouvelle éponge. En effet, comme un grain de sable, le moindre grain résiduel de l'étape précédente risque de rayer la surface du disque sur laquelle vous avez déjà travaillé quelques heures sinon quelques jours.
A ce stade, le travail consiste à enchaîner les abrasifs de plus en plus fins offrant une granulométrie variant entre 100 et 10 voire 3 microns. On peut utiliser uniquement du carborundum ou commencer au carbo et terminer à l'alumine (oxyde d'aluminium) qui présente des granularités de 25 à 3 microns (équivalent aux C400 à C1000). On commence par exemple par le C120 de 102 microns puis on passe au C180 et au C220 pour finir avec le C240 et le C400 de 22 microns lorsque les deux surfaces seront pratiquement jointives. On peut aussi commencer au C120 suivi du C180 et C220 puis utiliser de l'alumine de 20, 13 et 3 microns (équivalent aux C400 à C1000). A chaque changement de granulométrie, il est important de bien nettoyer les surfaces ainsi que l'éponge pour éviter de rayer le disque avec des résidus d'abrasifs de plus gros calibre. A partir du C240, l'abrasif est tellement fin (~50 microns contre 254 microns pour le C60) que l'effet sur la courbure du miroir est imperceptible à l'oeil nu mais il faut continuer à l'user en alternant miroir dessus miroir dessous pour parfaire le travail. A partir du micron soit moins de 1000 nm, les défauts de surface n'apparaîtront qu'à la loupe binoculaire, à 40 ou 60x.
Le doucissage consiste à réaliser des courses en forme de 8 et de W à travers les deux-tiers du diamètre du miroir en une à deux secondes en veillant à déporter l'outil du tiers du diamètre du miroir aux extrémités afin d'obtenir une courbure aussi proche que possible d'un segment de sphère. On tourne ensuite le miroir (ou la table du poste de travail) de 1/6e de tour toutes les 10 ou 15 courses et on fait tourner l'outil du même angle en sens inverse. La même technique sera utilisée pour le polissage. Un doucissage comprend environ 100 séchées réparties entre 5 à 6 abrasifs différents, le nombre de séchées étant plus élevé avec les abrasifs à gros grains qu'avec les abrasifs les plus fins. A raison de 20 séchées par jour, cela représente une semaine de travail. Un miroir bien douci doit présenter un aspect satiné qui réfléchit déjà un peu la lumière. Toutefois, sous de faibles incidences, l'image réfléchie prend une coloration terne et rougeâtre, la lumière s'éteint, signe que la surface n'a pas été polie. En effet, le miroir est à présent couvert de "gris", c'est-dire d'une multitude de piqûres et rayures microscopiques uniformément réparties (dans le meilleur des cas) que le polissage va permettre d'éliminer. 4. Le polissage L'étape suivante est le polissage du disque. Il a pour but d'éliminer le "gris" du doucissage et tous les défauts afin de rendre la surface du disque totalement lisse et transparente (si le matériau le permet). Cet aspect gris de la surface est provoqué par les millions de piqûres (> 10000 /mm2) générées par les abrasifs.
Le polissage est une étape qui ne doit surtout pas être négligée sous prétexte que la surface "paraît bonne" à vue ou ne présente "apparemment" aucun défaut superficiel. En effet, la moindre irrégularité, la moindre piqûre de gris qui n'aurait pas été polie sera impitoyablement mise en évidence après l'aluminure et sera une source de diffusion de la lumière. Dans ce cas il n'y aura pas d'autre solution que de retirer le revêtement pour repolir la surface. Ces mésaventures sont arrivées à plus d'un expert. Le polissage est une étape assez longue qui peut durer entre 15 et 20 heures à la machine-outil pour un miroir 300 mm et au moins deux fois plus longtemps manuellement selon les défauts et la précision. A cette étape, un amateur novice a tout intérêt à se faire épauler par une personne expérimentée qui connaît les effets d'un polissage trop prononcé et les pièges habituels en utilisant mal un disque-outil. Ses conseils permettront d'acquérir les bons réflexes tout en gagnant du temps. A ce stade du travail, il n'est pas nécessaire d'utiliser un appareil de Foucault mais il va de soi qu'il rend service ainsi que nous le verrons. En effet, le polissage réalisé par une personne inexpérimentée donne parfois des résultats édifiants avec des dénivelés de l'ordre du micron ou des défauts encore plus catastrophiques. Comme dans beaucoup de domaines, l'aide d'un expert et un "contrôle quatre yeux" offrent la garantie que le travail sera réalisé dans les règles de l'art. Fabrication de l'outil à carreaux de poix Avant de commencer le polissage, il faut fabriquer un disque-outil. Comme dans les étapes précédentes, le socle peut-être en bois, en plâtre, en plâtre synthétique ("Staturoc") ou en aluminium, mais cette fois il sera recouvert de poix noire, une résine extraite de certains conifères.
L'utilisation de ce matériau à la fois tendre et résistant permet à l'abrasif de coller à la poix et de se maintenir à la surface du miroir. Il existe plusieurs marques, la plus connue mondialement étant Gugolz. La poix est conditionnée en flacons de 1 kg d'une dureté No.55, 60 ou 64. Le produit est proposé à 31 € chez OAMS et divers revendeurs repris à la fin de la dernière page. Il faut compter environ 500 g de poix pour confectionner un disque-outil de 200 mm de diamètre. Etant donné que sa viscosité est très sensible à la température, la poix s'utilise entre 19 et 25°C. En dessous de cette température, la poix est trop dur pour polir, au-dessus de 25°C elle devient visqueuse et prend la consistence de la gomme tendre à 37°C. Une fois sèche, la poix colle sur les supports poreux et devient aussi dure que du caramel froid. Vu la consistence de la poix, elle colle facilement aux vêtements, sur les mains et aux objets poreux ou métalliques. Pour éviter d'en avoir sur soi, travaillez avec un tablier et évitez de ramasser les éclats à la main. Si vous avez des traces de poix ou des éclats sur vos vêtements ou sur la peau, utilisez de l'essence ou du White Spirit pour vous en débarrasser. Pour polir un miroir, mieux vaut une poix plutôt dure que molle (sauf pour un miroir parabolique très ouvert, voir plus bas). La poix doit être suffisamment dure pour résister à la pression des doigts mais l'ongle doit pouvoir s'y enfoncer à 20°C. Il faut donc procéder à quelque essais préalables avant de fabriquer les carreaux. Si la poix est un peu trop dur, on peut la mélanger à 4-5 cuillères à café d'huile de risin ou d'huile de lin par 100 g de poix. Pour éviter une usure irrégulière de la surface du disque, évitez de mélanger des poix de différentes duretés et coulez la poix en une seule fois. Les carreaux doivent mesurer entre 2 et 3 cm de côté pour une épaisseur comprise entre 0.7 et 1 cm. En dessous de 0.7 cm, ils vont s'user trop rapidement (de 0.5 à 1 mm/heure) et l'outil devra être refait trop souvent. Il existe différentes méthodes pour confectionner les carreaux de poix. La plus simple est d'utiliser un moule quadrillé en silicone et d'y verser la poix réchauffée, de sorte qu'une fois refroidis les carreaux seront prédécoupés et prêts à être collés. La seconde méthode est de couler des bandes de poix tiède sur une surface métallique ou une dalle en pierre (évitez le plastique, il est souple et fond). Une fois refoidies, il suffit de les débiter en carreaux avec un couteau chauffé à la flamme ou sur une taque de cuisson. Ensuite tracez un quadrillage régulier sur le support en fonction de la taille des carreaux (2 ou 3 cm de côté) en laissant des interstices de 8 à 10 mm de largeur entre eux.
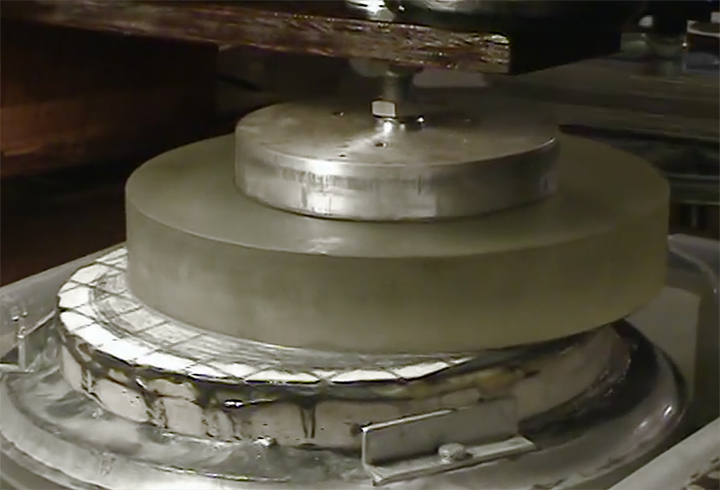
Comme dans les étapes précédentes, évitez de tracer un damier symétrique par rapport au centre de l'outil pour ne pas risquer de générer des défauts symétriques sur le miroir. Collez ensuite les carreaux de poix sur le support en les chauffant légèrement à la bougie, c'est le plus simple. Beaucoup de miroirs présentent un bord rabattu en cours de polissage. Ce défaut provient soit d'une poix trop molle, soit d'une pression trop forte des mains sur le bord du miroir. Pour éviter ce défaut, on peut dégarnir le bord de l'outil sur une couronne extérieure d'environ 5 mm pour un outil de 200 mm de diamètre. Lorsque le disque-outil est couvert de carreaux et bien sec, il faut s'assurer qu'ils sont bien fixés en essayant de les arracher par torsion ou en excerçant une pression sur leur côté. Il faut à présent que la surface de l'outil épouse la forme sphérique du miroir afin d'effectuer le polissage de façon optimale. Pour cela, il existe deux méthodes : le pressage à chaud et le pressage à froid. Le pressage à chaud est le plus répandu et est même obligatoire la première fois étant donné que l'outil n'a pas du tout la forme complémentaire de la surface du disque. Il existe deux méthodes : outil au dessous du miroir ou miroir au-dessus de l'outil. Si le miroir est transparent (verre en Suprax par exemple) ou peu épais, le fait de placer le miroir au-dessus de l'outil offre l'avantage de voir l'empreinte de la poix et la répartition du poids sur tous les carreaux à travers son épaisseur et de mieux surveiller le processus. Le pressage à chaud consiste à réchauffer la surface des carreaux à environ 30-35°C en plongeant le disque-outil dans de l'eau tiède. Placez ensuite une feuille de papier calque ou d'intercalaire translucide d'album photo sur les carreaux de poix puis retournez le miroir sur la feuille, surface concave vers le bas. Placez une masse d'au moins 10 kg sur le miroir afin que la surface de l'outil adhère bien à la surface du miroir et attendez 2 heures tout en surveillant le pressage par transparence On peut également utiliser une masse deux ou trois fois plus élevée durant une période plus courte (attention, le verre se casse) mais on maîtrise mieux le résultat avec des masses de 10 à 15 kg. On peut aussi presser l'outil à la main en appuyant de tout le poids de son corps sur l'ensemble outil-disque mais dans ce cas la poix doit être plus chaude, entre 40-50°C et le résultat n'est jamais aussi parfait qu'en utilisant une masse. Seule contrainte à surveiller : les carreaux de poix ne doivent pas se toucher pendant qu'ils se mettent à niveau. S'ils se rapprochent à moins de 2 mm les uns des autres, arrêtez, rectifiez leur position à la scie ou décollez puis recollez les carreaux problématiques et recommencez le pressage. Si au bout de 2 heures la surface des carreaux n'est pas convexe, cela veut dire que la poix est trop dure et il faudra tout recommencer.
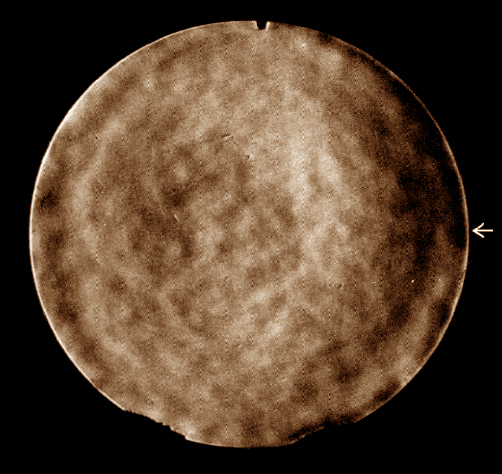
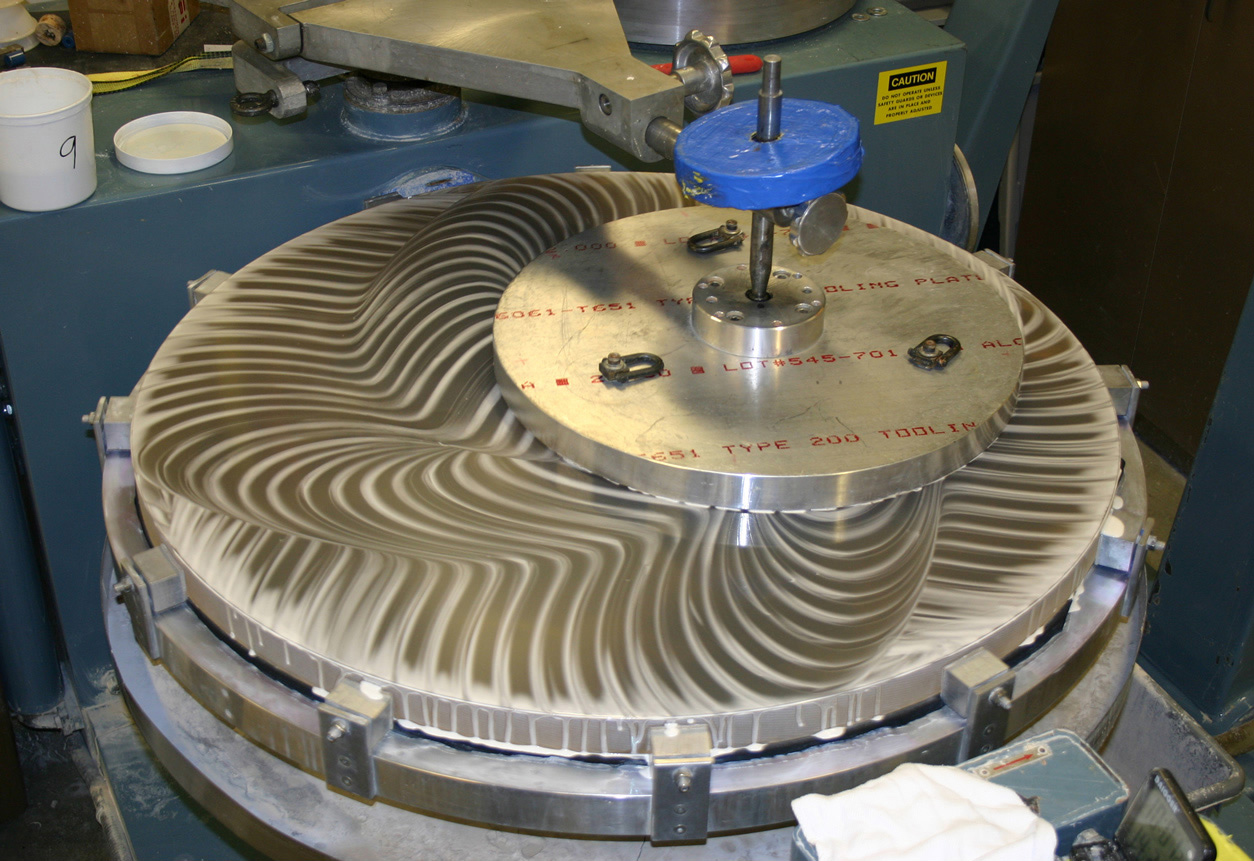
Quant au pressage à froid, il se réalise à température ambiante et s'utilise généralement pour reconstruire la surface de l'outil en cours de polissage ou de parabolisation (voir plus bas). Comme ci-dessus, placez une feuille de papier calque ou translucide sur l'outil puis retournez le miroir sur la feuille, concavité vers le bas. Placez une masse d'au moins 20 kg sur le miroir et attendez au moins une heure en vérifiant que les carreaux restent en place. Au besoin, rectifiez-les à la scie. Si certains amateurs craignent de casser le miroir avec le poids de la masse (il n'y a pas de risque avec des épaisseurs de 50 mm et des masses pesant moins de 30 kg posées quelques minutes) dans ce cas faites l'inverse : placez le miroir en dessous et retournez l'outil sur sa surface. Vous pourrez ainsi déposer la masse sur le dos de l'outil. La répartition du poids est différente dans ce cas ci car le dos du miroir n'a pas à supporter la pression de la base de la masse sur une surface réduite. Entretien du disque-outil Pendant toute la durée du polissage, les carreaux vont progressivement s'affaisser et s'étaler provoquant une perte d'adhérence et d'efficacité du blanc ou du rouge à polir. Il faut donc régulièrement vérifier l'état de leur surface. Retaillez les carreaux toutes les deux ou trois heures au moyen d'un ciseau à bois ou de toute autre plaque métallique bisautée et un marteau puis nettoyez les éclats de poix inscrustés dans les sillons de l'outil avec une tige métallique. Enfin, l'épaisseur des carreaux de poix va également progressivement diminuer au cours du polissage. Lorsqu'il restera moins de 2 ou 1.5 mm de poix, il faudra refaire le disque-outil. Choix des abrasifs Les abrasifs utilisés pour le polissage sont limités aux produits offrant les granulométries les plus fines, parmi lesquels : - le blanc à polir ou oxyde de cérium de 3, 1.5 et 0.5 microns (135 €/Kg chez Mirro-sphère) d'une dureté de 2.5 sur l'échelle de Mohs - le rouge à polir de 0.5 microns - l'oxyde de zirconium (85 €/kg) - l'opaline (mais vu son prix de 222 € le kilo, on la remplace souvent par le rouge à polir). Ces produits sont livrés en poudre qu'il suffit de diluer en petite quantité dans une ou deux parties d'eau. L'abrasif est appliqué généreusement sur les carreaux au pinceau. A ce stade, la machine-outil s'avère très utile : elle permet de gagner du temps et d'obtenir une surface d'excellente qualité tout en maîtrisant les facteurs thermiques et mécaniques qui peuvent souvent fluctuer en travaillant manuellement. En revanche, une machine-outil n'ayant pas la sensibilité des mains, en raison des mouvements périodiques, elle peut parfois générer des défauts zonaux de polissage. Il est donc conseillé de reprendre de temps en temps le polissage à la main et d'effectuer quelques courses manuellement pour s'assurer que la surface ne présentera aucune irrégularité. Polissage du mamelonnage, des défaut zonaux et du micromamelonnage Observée au binoculaire ou en effectuant un test de Lyot (contraste de phase), généralement la surface du miroir n'est pas encore lisse ni régulière. Comme on le voit ci-dessous à gauche avec la photo du Foucaultgramme d'un miroir de 400 mm en cours de polissage, la surface ressemble à celle d'une tôle plus ou moins martelée et mamelonnée quand elle ne montre pas de défauts zonaux plus importants (couronne, bosse, etc). Observée à la loupe d'inspection ou avec un oculaire inversé, on constate également qu'elle est couverte de microscopiques rainures ou tranchées. Les exemples de miroirs polis présentés ci-dessous sont peu problématiques mais ils ne passent pas le contrôle qualité si on veut respecter les tolérances et observer les astres dans les meilleures conditions.
L'aspect martelé de cette surface démontre également qu'évoquer la précision du polissage uniquement en terme d'écart PTV (ou écart P-V, cf. peak-to-valley) ne signifie pas grand chose en soi et les fabricants honnêtes le savent très bien, au point que certains ne le mentionnent même plus dans leurs publicités (mais ils fournissent le bulletin de contrôle au client). En effet, dans l'exemple présenté à gauche, même taillé à λ/20, localement ce miroir présente un problème de qualité de surface qui ne permettra jamais de l'utiliser aux grossissements les plus forts lorsque les conditions d'observation le permettront; il donnera des images moins contrastées qu'un miroir correctement poli. Le mamelonnage est généralement provoqué par la déformation du verre sous l'effet de la chaleur générée pendant le polissage, de la structure du disque et de l'outil. Une autre cause est le délai prolongé entre les séances de polissage qui provoque une contraction des carreaux de poix; sous l'effet de la tension superficielle, la poix a tendance à former des boules qui vont constituer autant d'aspérités qui vont accrocher le verre, créant un mamelonnage ou un gauffrage de la surface du miroir. Aussi, si le polissage est interrompu pendant plusieurs semaines, ce n'est même plus la peine d'utiliser cet outil car les carreaux de poix devront tous être remplacés. D'où l'importance de refaire le pressage entre le disque de poix et la surface du miroir chaque fois qu'on recommence une séance de polissage (après chaque changement d'abrasif ou un arrêt du polissage de quelques jours). Cette façon de travailler est valable pour le polissage et la parabolisation (voir plus bas). La surface du disque peut aussi présenter des creux et des bosses suite à une ébauche ou un doucissage trop important ou irrégulier ou à l'utilisation d'un outil de courbure inappropriée ou mal utilisé. Enfin, même si le miroir est longuement poli, il peut encore présenter un micromamelonnage sur toute sa surface. Ce défaut devrait idéalement être lissé du mieux possible. Bien qu'il n'affecte pas la résolution de l'image (il ne provoque pas de transfert de l'énergie lumineuse du disque d'Airy vers les anneaux de diffraction), ce défaut superficiel va réduire subtilement le contraste de l'image et affecter les détails des sujets planétaires en demi-tons. Pour réduire cet effet au minimum, il est donc utile de vérifier l'état de surface du miroir avec un test de Foucault ou mieux, avec le test de Lyot de contraste de phase qui mettra en évidence les plus petites rugosités de surface. On y reviendra page suivante. Les séances de polissage vont effacer ces irrégularités au moins jusqu'à l'échelle du micromamelonnage micrométrique (~50 nm) et parfaire la courbure sphérique. Techniques de polissage
Le travail de polissage s'effectue de la manière que le doucissage et en alternant régulièrement miroir desus miroir dessous : on réalise des courses en forme de 8 à travers les deux-tiers du diamètre du miroir en une à deux secondes, l'outil se déportant aux extrémités du tiers du diamètre du miroir afin d'obtenir une courbure aussi proche que possible d'un segment de sphère. On tourne ensuite le miroir (ou la table du poste de travail) de 1/6e de tour toutes les 10 courses environ et on fait tourner l'outil du même angle mais dans l'autre sens. A la fin du polissage, c'est-à-dire au bout de 10 ou 15 heures de travail voire plus, ralentissez la vitesse des courses jusqu'à un aller-retour par seconde et arrêtez-vous dès que la résistance devient trop forte (voir plus bas). Pour obtenir un polissage régulier, la pression sur le disque doit être distribuée de façon uniforme sur l'outil ou sur le miroir. Il faut éviter d'excercer une pression trop importante sur le disque supérieur et ne pas excercer cette force sur une partie précise du disque comme par exemple en plaçant toujours ses mains sur le bord extérieur, ce qui générera inévitablement des bords rabattus et/ou un trou central sur le miroir. Prenez le réflexe de déplacer vos mains partout sur le disque, devant, sur le côté, au milieu, etc., pour varier la pression sur le miroir. Pendant le polissage, entre l'outil et le disque il doit y avoir en permanence un film d'eau mélangée à de la pâte à polir d'épaisseur régulière, gage d'un polissage uniforme et d'une surface très douce. Au début du polissage, chaque séchée devrait alterner un polissage durant 15 à 30 minutes suivi par un lavage et un pressage comme expliqué ci-dessus durant au moins 5 minutes. Puis on répète cette séquence 3 à 5 fois dans la journée de façon à travailler au moins 2-3 heures sur le miroir si on réalise ce travail à la main. En fin de séchée, le film de produit abrasif ayant tendance à s'amincir, le polissage devient plus difficile, les courses moins rapides, en raison du collage progressif de la poix sur le verre. Comme pendant l'ébauche, le frottement des deux surfaces risque de provoquer un son strident désagréable. C'est le signe que l'outil attaque le verre et que les deux disques sont en équilibre. En revanche, l'outil risque à présent d'endommager le miroir. Aussi, à moins que vous ne souhaitiez modifier la surface du disque en profondeur suite à un problème de forme, procédez en douceur en évitant de faire crier le verre. Rappelez-vous que contrairement aux matériaux cristallins, le verre est un matériau visqueux qui se déforme de manière permanente, surtout les verres "mous" présentant une faible dureté.
Lorsque le film de blanc ou rouge à polir est épuisé, ne soulevez-pas les disques mais décentrez-les simplement et badigeonnez rapidement la surface avec du liquide abrasif. Il faut effectuer cette opération assez raidement car à cette étape du polissage, il faut éviter toute déformation aussi minime soit-elle du disque excentré. Contrairement aux autres abrasifs qui ont une action mécanique, le blanc et dans une moindre mesure le rouge à polir incrustés dans la poix ont une action chimique : la silice est transformée en acide silicique Si(OH)4, le cérium capturant les molécules hydratées. Résultat, le verre fond et s'étale comme de la pâte, les molécules de silice composant les bosses comblant les creux. En raison de cette réaction spontanée, il ne faut pas laisser trop longtemps l'outil couvert d'abrasif sur le verre sans le polir méthodiquement et surtout pas l'abandonner sur le disque en fin de séchée au risque que la surface soit attaquée chimiquement. La conséquence serait l'apparition d'un mamelonnage sur la surface du miroir. Ce phénomène est renforcé par une hausse de température et par le frottement. Autre problème potentiel, après la séchée, il n'y a pas aucune adhérence entre la poix de l'outil et le verre du miroir. Les deux surfaces étant très lisses, si on les frotte l'une contre l'autre, le disque placé au-dessus risque de glisser et de vous échapper des mains. Les dernières heures de polissage, c'est-à-dire à partir du moment où la surface a quasiment perdu tout son gris et est normalement proche de la courbure sphérique parfaite, on utilise uniquement du blanc ou du rouge à polir de 0.5 microns. Il s'agit de corrections très locales et qui durent généralement entre 3 et 10 minutes maximum avec de plus en en plus d'eau afin d'éviter d'aggraver le défaut; mieux vaut polir trop peu que trop et d'y aller progressivement. On peut également travailler avec le doigt plutôt qu'avec l'outil, l'abrasif attaquant facilement la surface à ce niveau de précision. Pour effectuer les contrôles, au début du polissage on peut utiliser le sphéromètre car les irrégularités seront encore importantes. En rervanche, vers la fin du polissage, les défauts étant en principe de faible amplitude, il est préférable d'évaluer le résultat avec l'appareil de Foucault et avec le test de Ronchi et en interprétant du mieux possible les images. A chaque contrôle, il ne faut pas oublier de noter toutes les mesures dans un carnet de suivi. On y reviendra. Avantage du polissage avec un poids sur le disque-outil
Ainsi que nous l'avons expliqué, en théorie la force appliquée sur l'abrasif n'a pas d'effet sur son rendement qui ne dépend que de la nature de l'abrasif et son angle d'attaque de la surface. On constate cependant qu'en déposant un poids sur le disque-outil, la durée du polissage est réduite de moitié comparée à un travail sans poids. Quand on connaît la durée du polissage, on comprend l'avantage d'utiliser cette astuce. Le poids peut être constituée de disques d'altères de 5 et 10 kg ou on peut le fabriquer à partir d'un gabarit circulaire rempli d'un matériau très dense comme le plomb (densité 11.4), le ciment (densité 2.7 à 3) ou l'acier (densité de 7 à 8). Si cette masse n'est pas assez lourde (elle doit peser au moins 10 kg pour un miroir de 200 mm de diamètre), à l'échelle microscopique les carreaux de poids n'épouseront pas correctement la surface du miroir, l'abrasif ne va donc pas attaquer la surface et la durée ainsi que la qualité du polissage s'en ressentiront. Précision du polissage et superpolissage Après les premières heures de polissage, la longueur focale devrait avoir varié de quelques millimètres (et les carreaux de poix en ont perdu autant). A ce stade, l'écart P-V ne devrait pas dépasser 5 microns (5000 nm), ce qui est encore trop important car il faudrait atteindre un écart P-V cent fois inférieur (~54 nm RMS comme nous l'avons fixé dans nos tolérances d'avant projet). Un amateur consciencieux peut aisément obtenir cette précision de polissage qui correspond à un miroir taillé à λ/10 (P-V) en lumière verte. En travaillant manuellement, il faut compter plusieurs dizaines d'heures de polissage pour rendre la surface lisse et supprimer l'éventuel bord rabattu et autres micromamelonnage (l'aspect de peau d'orange). S'il y a encore des défauts au test de Foucault ou de Ronchi, les zones irrégulières doivent à nouveau être polies jusqu'au seuil de tolérance. Au terme de cette étape, les défauts et autres rugosités ne sont visibles qu'à l'échelle microscopique. A
voir : Polissage
d'un miroir, J.P. Gélabert
Dans son livre "Réalisez votre télescope" (1998, p162), Jean-Marc Lecleire déclare que le micromamelonnage est "impossible à éliminer [...] mais on peut réduire au maximum son amplitude [en utilisant] une solution de silice colloïdale mélangé à de l'Opaline". Bien que nous entrons là dans des considérations techniques qui n'ont plus beaucoup d'impacts sur la qualité de l'image (très légèrement sur le contraste), rappelons que des entreprises spécialisées dans la fabrication des miroirs professionnels (SESO, REOSC, etc.) utilisent des solutions maison à base d'acide phosphorique et d'hydroxide de sodium par exemple qui permettent d'obtenir un superpoli dont la rugosité est de l'ordre de quelques nanomètres. On peut aussi procéder à un polissage électrolytique qui permet d'obtenir une rugosité voisine de 1.5 nm RMS et un écart P-V de λ/20 du front d'onde. Enfin, au moyen d'un procédé magnétorhéologique, ont peut obtenir une rugosité de l'ordre de 0.2 nm RMS et un écart P-V supérieur à λ/100 du front d'onde, un superpolissage dix fois supérieur au polissage des miroirs destinés aux amateurs souvent limités à λ/8 ou λ/10 (P-V). Ce niveau de qualité professionnel est surtout appliqué aux miroirs ultraminces et aux miroirs lasers déformables. Rappelons que certains miroirs de Zambuto sont taillés à λ/29.6 en lumière verte, correspondant à un écart RMS de λ/74. 5. Vérification de la courbure et Foucaultage Lorsque le polissage est terminé et avant de procéder à la parabolisation, il faut s'assurer que la surface est bien sphérique et d'une qualité suffisante au moyen de l'appareil de Foucault ou d'un interféromètre pour les mieux équipés.
Trop simple pour être proposé par les maisons d'astronomie (bien qu'University Optics en proposa à la fin des années 1990), l'appareil de Foucault doit être fabriqué à la main à partir de quelques planches de contreplaqué, d'aluminium ou de plexiglas. Nous verrons les détails en dernière page. A cette étape, les débutants auront intérêt à travailler en collaboration avec une personne éclairée sachant interpréter les foucaultgrammes et ronchigrammes. En effet, un oeil non averti risque de ne pas remarquer un bord rabattu (un anneau extérieur brillant), une forme oblate (un mamelon au centre) ou hyperbolique qui saute aux yeux d'un amateur expérimenté. Comme dans beaucoup de domaines, l'aide d'un mentor facilite le travail et évite bien des erreurs. Par clarté, nous y reviendrons en dernière page car cette méthode d'analyse requiert l'introduction de nouveaux concepts et la fabrication d'un ou plusieurs instruments spécifiques à cette activité. Nous en profiterons pour décrire les normes de qualité astronomiques. En attendant, estimons que les tests de Foucault, de Ronchi et de Lyot se soient bien déroulés, que les éventuelles retouches aient été effectuées jusqu'au seuil de tolérance et que la surface du miroir est à présent conforme à nos attentes, lisse et réfléchissante, chiffres et images du front d'onde à l'appui. Nous devons à présent donner une forme parabolique à ce miroir puisqu'il est destiné à un télescope de Newton comme nous l'avons défini dans l'avant-projet. 6. La parabolisation Pour un rapport d'ouverture de 6.5 et supérieur, l'écart par rapport à la surface parabolique est inférieur ou égal à 0.22 microns soit 220 nm, c'est-à-dire que nous avons déjà un miroir taillé à λ/2.5 (P-V) en lumière verte. C'est loin d'être parfait mais comme l'a écrit Texereau, on peut "à la rigueur, se passer de tout contrôle dans l'espoir d'obtenir d'emblée un miroir sphérique utilisable. Il ne faut cependant pas se faire d’illusion [...] Un miroir non contrôlé ni retouché n’est presque jamais dans les limites de la tolérance". Face à ce constat, nous devons donc poursuivre le travail si nous voulons obtenir un miroir répondant aux normes de qualité optiques. Calculs préliminaires Notre miroir est en principe sphérique et à moins de vouloir fabriquer un télescope Schmidt-Cassegrain ou un Maksutov, il doit avoir une courbure parabolique. En effet, dans un miroir concave sphérique, comme a pu le constater Newton, les rayons lumineux issus de l'infini étant parallèles, ceux tombant sur la périphérie du miroir focalisent en un point différent et plus proche de la surface du miroir que ceux tombant près du centre; c'est l'aberration de sphéricité. En bref, l'image est floue car le foyer n'est pas plan mais s'étend en profondeur. Pour rectifier cette aberration, il faut aplanir légèrement le pourtour de l'arc de la sphère d'une fraction de micron afin de lui donner une forme parabolique de sorte que tous les rayons focalisent au même point focal, dans la tache de diffraction. Le rayon de courbure de la parabole qui s'étend du centre au bord du miroir dépend d'une zone à l'autre, selon la formule : d = h2 / R avec "d" la différence entre le rayon de courbure de la sphère et celui de la sphère au contact avec la parabole au point "h", "h" étant la distance à l'axe optique et "R" le rayon de courbure du miroir. Concrètement, pour un miroir de 200 mm f/6, R=2400 mm. A une distance de l'axe h=50 mm, d=1.04 mm. Le rayon de courbure de la sphère tangente à 25 mm de l'axe sera donc de 2401.04 mm. C'est à cet endroit que passe la parabole. Lors du contrôle, il faudra reculer le couteau de Foucault de 1.04 mm pour le placer sur la zone où la sphère est tangente à 50 mm de l'axe. A 75 mm de l'axe, le rayon de courbure de la zone extérieure s'élève à 2.34 mm, etc. Il faut donc à présent reporter toutes ces zones sur un tableau ou dans un carnet de suivi et polir ces zones bien délimitées pour atteindre la courbure souhaitée. Il va de soi qu'il s'agit d'une étape clé dans le polissage du miroir. "On ne se loupe pas", c'est le cas de le dire, et mieux vaut examiner la surface "à la loupe" avec un appareil de Foucault ou de Lyot ou mieux, avec un analyseur de front d'onde, avant de se dire que tout est terminé au risque de voir des étoiles grosses comme des pâtés au lieu de points scintillants, comme c'est arrivé au Télescope Spatial de Hubble. Nous reviendrons sur ces appareils page suivante. A lire : Tailler son miroir, la parabolisation
Confection du disque-outil à carreaux de poix Comme dans l'étape du polissage, on utilise également un disque-outil recouvert de poix. Mais cette fois sa dureté dépend du rapport focal du miroir. En effet, plus le rapport focal est petit, plus l'arc parabolique s'aplanit et s'écarte de l'arc de la sphère. Autrement dit, si le miroir est destiné à un télescope "rapide", ouvert à F/D=4 par exemple, la déformation par rapport à l'arc sphérique sera plus importante qu'à F/D=8 par exemple où la sagitta sera deux fois plus grande. Pour des miroirs ayant un petit rapport focal la poix devra donc être plus molle afin de se déformer suffisamment pour épouser la forme du miroir. On utilisera un abrasif extrêmement fin, généralement du blanc à polir (de l'oxyde de cérium) d'une granularité de 0.5 microns. Travail sur le miroir Les retouches sont effectuées d'une manière similaire à celles pratiquées durant l'ébauche : - Miroir en dessous : on effectue de grandes courses afin d'évaser le bord - Miroir au-dessus : on effectue de grandes courses afin de creuser le centre. Notons que si on travaille en alternance miroir dessous et dessous avec des courses classiques du tiers de diamètre et de petits débords, la surface retrouva sa forme sphérique (ce n'est pas le but, mais les erreurs de polissage peuvent imposer un retour en arrière avant de recommencer la parabolisation). On remesure ensuite le rayon de courbure et on examine la surface au Foucaultoir parmi d'autres tests puis on recommence à polir, éventuellement au doigt comme expliqué plus haut, jusqu'à ce que la surface soit conforme aux valeurs calculées. A titre anecdotique, un miroir parabolique sans revêtement tel celui présenté ci-dessus à droite réfléchit déjà plus de lumière qu'un miroir en bronze. En fait, on pourrait déjà l'utiliser tel quel pour observer le ciel et notamment la Lune, en plaçant simplement un oculaire du mieux possible au foyer. L'image sera forcément amputée d'une fraction de lumière en raison de la présence de la tête de l'observateur dans le champ lumineux, mais vu l'état de la surface du miroir, il sera possible d'observer les cratères de la Lune, bien que l'image sera pâle et peu contrastée. L'expérience est bluffante. Mike Lockwood précise à ce sujet qu'un miroir parabolique non aluminé de 1.27 m de diamètre produit déjà suffisamment de lumière pour saturer une caméra CCD au bout de 3 secondes d'exposition sur M42 ! Voyons justement plus en détail quels sont les appareils et les tests permettant d'évaluer la courbure et la qualité de la surface d'un miroir poli et comment interpréter les figures (images) produites par ces appareils. Dernier chapitre Contrôle du miroir et norme de qualité
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||