|
|
|
Les revêtement des miroirs de télescopes
Les revêtements diélectriques (II) Il existe plusieurs techniques de revêtements efficaces et performantes parmi lesquelles le diélectrique, c'est-à-dire l'empilement de couches minces (ou thin-film layers), l'oxydation et les vernis (par trempage et cuisson) dont le choix dépend de l'application et du prix que le client est prêt à y mettre. Le traitement en couches minces ou multicouche est le plus répandu et s'applique dans de nombreuses applications. Nous allons donc le décrire en détail. Définitions et applications Sur certains petits miroirs haut de gamme, l'aluminure est remplacée par un multicouche diélectrique offrant une réflectivité de 99% entre 400 et 700 nm. Dans certaines applications, la réflectivité atteint 99.6% à 1064 nm (raie laser), y compris dans tous les états de polarisation entre 0-45° d'incidence. C'est actuellement le traitement le plus performant mais également le plus onéreux car non seulement il prend du temps, mais la technique a demandé plusieurs années de recherche et de mise au point de la part des principaux développeurs. Le concept de multicouche diélectrique fut développé par l'armée américaine pour les miroirs optiques utilisés dans les guerres du désert où soufflait du sable et des poussières ou pour des optiques immergées dans l'eau boueuse et que l'on nettoyait ensuite avec un tissu sâle qui aurait abîmé n'importe quelle autre surface réflectrice. Cette technologie a été affinée et est accessible aux amateurs depuis quelques décennies. On qualifie ce revêtement de "diélectrique" car il n'utilise pas de métal, il n'est donc pas conducteur d'électricité, contrairement aux revêtements classiques d'aluminium par exemple. Les revêtements d'oxyde de silicium (la silice, SiO2) et d'oxyde de titane (TiO2) sont considérés comme des matériaux diélectriques car dans son sens mathématique ils présentent un indice de réfraction réel alors qu'un métal comme l'aluminium présente un indice de réfraction complexe[1] . De plus, le métal absorbe partiellement le rayonnement incident qu'il rémet sous forme infrarouge à 10 μm; il ne convient donc pas à certaines activités comme l'astronomie infrarouge. Dans le domaine optique, les technologies diélectriques sont utilisées pour fabriquer les revêtements des renvois coudés des télescopes, des miroirs lasers, des polariseurs, des filtres optiques (anti UV, IR bloquant, à bande étroite, interférentiel, séparateur de couleur, réseau de Bragg, filtre dichroïque, etc.) et des stuctures semiconductrices (SESAM, VECSEL, etc.). Dans le domaine de l'astronomie amateur, c'est Tony Pirera de Spectrum Thin Films qui fut le premier à développer la technique diélectrique pour Astro-Physics et Tele Vue.
Comme tout traitement de surface, le procédé de revêtement diélectrique varie selon les applications et la nature du substrat. Un substrat en verre ou en polymère, poreux ou non poreux, absorbant, semi-transparent ou réfléchissant recevra un traitement différent. Dans le cas d'un filtre optique diélectrique par exemple rejetant les rayonnements UV et IR, le multicouche doit avant tout être transparent à la lumière et réduire ou absorber les reflets générés par les différents dioptres (la surface séparant deux milieux, par ex. air-verre) dans le spectre visible tout en bloquant les rayonnements en dehors de cette fenêtre spectrale. A l'inverse, pour un miroir diélectrique, tous les rayons lumineux doivent contribuer à l'augmentation de la réflectivité, y compris ceux réfléchis sur chacun des dioptres et réfractés dans chacune des couches afin d'augmenter le pouvoir réfléchissant du miroir par interférences constructives. Selon la nature du substrat, et quel que soit la technique, il faut parfois ajouter une couche de liaison. C'est notamment le cas des miroirs des systèmes semiconducteurs VECSEL où une couche liante est déposée entre le substrat et la première couche constituée d'un revêtement d'or. Nous avons vu précédemment que ce fut également le cas avec l'argenture du miroir des télescopes Gemini de Mauna Kea qui nécessitèrent une couche adhérante de NiCrNx entre le substrat et le multicouche.
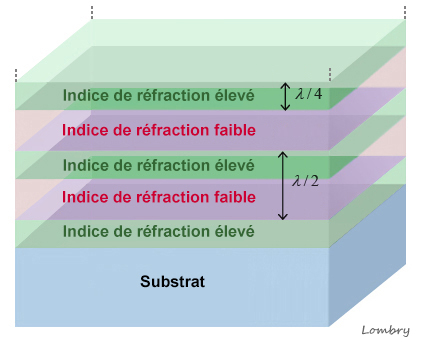
Formulation d'un revêtement diélectrique Comme c'est souvent le cas dans l'industrie très concurrentielle de l'optique, si la composition de base d'un revêtement diélectrique s'apprend sur les bancs d'écoles d'ingénieurs et est du domaine public, dans les détails sa composition peut varier d'un fabricant à l'autre et est parfois tenue secrète, sauf si le brevet a été déposé (cf. ces sites en FR et US). Pour obtenir la réflectivité maximale, les ingénieurs experts en films minces tirent avantage de la capacité d'interférence de la lumière et du phénomène de réfraction lorsqu'elle traverse un milieu offrant une densité différente. En effet, les couches diélectriques sont composées d'oxydes métalliques (Ti, Si, Zr, Zn, etc.) déposés sous vide présentant une épaisseur λ/4, alternant des couches à indice de réfraction élevé (par ex. du TiO2, n=2.61) et faible (par ex. du SiO2, n=1.46). Ce bicouche est appelé une "couche HL" (High/Low). L'épaisseur optique correspond à l'épaisseur physique de la couche multipliée par l'indice de réfraction, soit λ/4n. Ainsi, si on travaille avec une longueur d'onde de référence de λ=550 nm, l'épaisseur de la couche λ/4=137 nm.
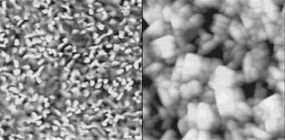
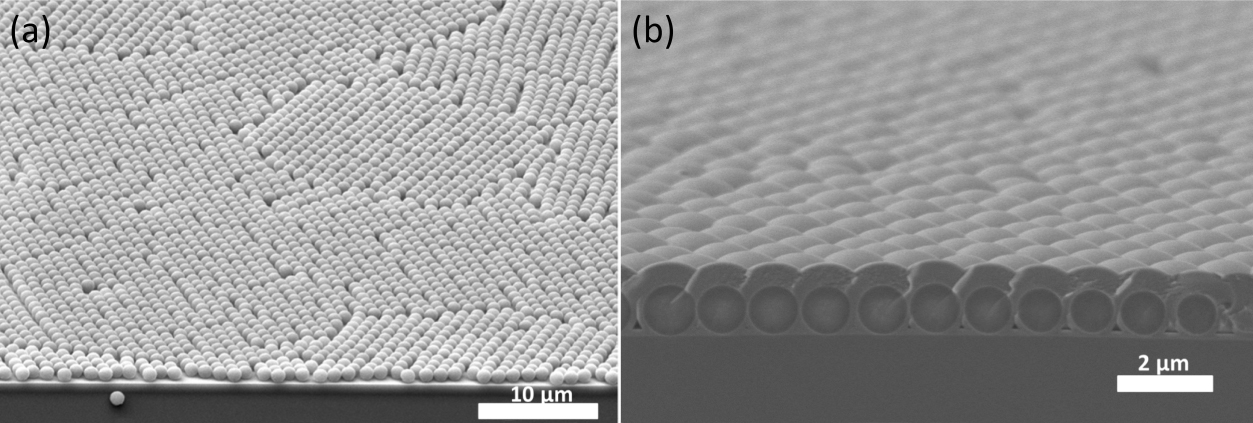
Dans le cas des miroirs (car cette technique s'applique à d'autres matériaux), une seule couche HL diélectrique de SiO2+TiO2 offre 15% de lumière supplémentaire. Cela équivaut à transformer la puissance lumineuse d'un télescope de 200 mm de diamètre en un télescope de 230 mm de diamètre, ce qui se voit à l'oculaire, surtout sur les sujets faiblement contrastés comme les objets du ciel profond ou les comètes. Pour un miroir non métallisé, transparent, offrant un indice de réfraction de 1.5 (standard) et une seule couche de ZnS, l'interférence constructive permet d'obtenir une réflectivité de 35% contre 4% sans couche antireflet. Si on recouvre le même miroir non métallisé de cryolithe ou du fluorure de magnésium et du sulfure de zinc, avec un empilement de 3 couches, la surface offre une réflectivité totale de 69.5%, avec 5 couches on atteint 89.1%, avec 7 couches on atteint 96.4% et avec 9 couches on atteint une réflectivité totale de 98.8%. Cela signifie qu'on pourrait se passer de l'argenture ou de l'aluminure mais cette solution est rarement proposée. Toujours sur le même miroir non métallisé, un calcul rapide montre qu'il suffit de 6 couches HL de SiO2+TiO2 pour obtenir un taux de réflectivité de 99% sous une incidence normale alors que si on utilise du HFO2 et du MgF2, 8 couches HL seront nécessaires pour obtenir la même réflectivité. Sur un miroir aluminé, il faut appliquer plus de trois couches HL pour atteindre une réflectivité supérieure à 99%. Comme on le voit ci-dessous à droite, la qualité du revêtement dépend de l'épaisseur et de la granularité du conglomérat qui varie en général entre 37 et 380 nm pour le matériel destiné aux amateurs. On ne peut pas appliquer un nombre de couches illimité. Le nombre de couches dépend du coefficient de réflectivité qu'on veut obtenir, mais également des propriétés du multicouche appliqué sur le miroir. En effet, le revêtement se comportant à l'échelle moléculaire comme des cristaux qu'on empile, au-delà d'une certaine épaisseur ils risquent de déformer l'épaisseur du film en augmentant sa rugosité. Il faut donc limiter le nombre de couches de manière à obtenir par exemple 99% de réflectivité dans le visible sans diminuer la qualité de l'image. Dans certaines applications exigeant une large bande passante par exemple, on dépose plus de 50 couches pour obtenir le résultat désiré. Au-delà de 100 couches on observe une distorsion des fronts d'ondes et une perte de luminosité.
Tony Pirera insiste sur les deux principaux avantages des revêtements diélectriques des miroirs : leur coefficient de réflexion d'au moins 99% et leur grande résistance. En effet, ces revêtements sont également très durs et plus résistants que le verre ou la vitrocéramique qu'ils protègent. Le diélectrique résiste à l'abrasion par le sable, à la corrosion par les embruns salés, aux chocs thermiques et ne se dégrade pas comme l'aluminium. Il ne nécessite aucune maintenance car le revêtement ne peut pas être enlevé. C'est la raison pour laquelle on n'utilise jamais les revêtements diélectriques sur des éléments optiques de grandes tailles (~50 mm de longueur maximum) et certainement pas sur des miroirs concaves car le procédé serait trop cher et on ne pourrait pas retirer le revêtement sans retailler et repolir la surface. Comme toute surface traitée, le revêtement diélectrique subit plusieurs contrôles de qualité : le contrôle d'adhérence garantissant que le revêtement résiste aux effets mécaniques (frottements, abrasion, coup, écaillement, etc), de la ductilité (fragilité), de la porosité (source de corrosion), de l'épaisseur et des contraintes résiduelles (liées aux contraintes internes du verre ou externe, sur sa surface). Enfin, la réflectivité du revêtement diélectrique est évaluée par rapport à la permittivité relative du métal (une propriété qui affecte l'intensité du champ électrique dans un milieu plus ou moins perméable) en fonction de la longueur d'onde de travail. Comme nous l'avons expliqué, le revêtement diélectrique, comme le traitement antireflet classique, est donc optimisé pour certaines parties du spectre. En général, les fabricants proposent plusieurs qualités de revêtement en fonction des exigences (et des moyens) du client : faible dispersion, sans "trou d'aiguille", etc. Le dernier avantage et non des moindres du revêtement diélectrique est qu'il présentera toujours la même très haute réflectivité dans 10 ans, alors que la plupart des revêtement métallisés auront chuté bien en deçà de 90% et devront être réaluminés. Compte tenu de ces exigences, on comprendra que ce type de revêtement est réservé aux miroirs destinées à des amateurs avertis ou des applications scientifiques. Parmi les entreprises fabricant ces produits citons Pacific Coast Optics, Reynard Corp., Schott, Spectrum Thin Films, VacuLayer et Zeiss parmi d'autres. Dans le secteur très étroit de l'astronomie amateur, seuls quelques fabricants de produits haut de gamme développent leurs propres renvois coudés ou filtres diélectriques : Astro-Physics, Baader-Planetarium, Daystar Filters, Lumicon, Tele Vue, William Optics, etc. Les autres maisons d'astronomie vendent les produits de ces fabricants ainsi que des modèles concurrents. Le lecteur anglophone qui souhaite en savoir plus sur les revêtements consultera avec intérêt le chapitre 11 "Production methods and Thin-Film materials" du livre Thin-Film Optical Filters d'Angus Macleod, la bible recommandée par de nombreux ingénieurs opticiens. Voyons à présent de quelle façon on applique les revêtements. Le traitement sous vide des surfaces Que ce soit l'argenture sous vide, l'aluminure ou un autre traitement de surface y compris l'application d'un revêtement diélectrique et autre multicouche, la technique fait appel à une cloche sous vide, la technique de sublimation permettant de vaporiser les matériaux sur la surface du miroir (ou des lentilles) avec un extrême précision. Comment réalise-t-on ce traitement ? Techniques de traitements Avant de procéder au traitement sous vide, la surface du miroir est nettoyée à l'acide acétique afin de la débarrasser de toute impureté. Ensuite le miroir est déposé sur un berceau articulé dans la cloche sous vide. Le support va permettre de retourner le miroir face vers le bas et le placer dans la partie supérieure de la chambre pour être traité. A cette étape, il existe différentes techniques pour déposer le matériau, de la plus simple à la plus sophistiquée : - la sublimation au moyen d'une résistance chauffante - la sublimation par un canon à électrons - la vaporisation ionique par assistance ionique (IAD) ou pulvérisation ionique (IBS) - la pulvérisation cathodique réactive avec un plasma froid d'oxygène ou d'azote (APRS). Dans le cas du revêtement diélectrique, on n'utilise pas la technique de la résistance chauffante mais généralement le canon à électrons.
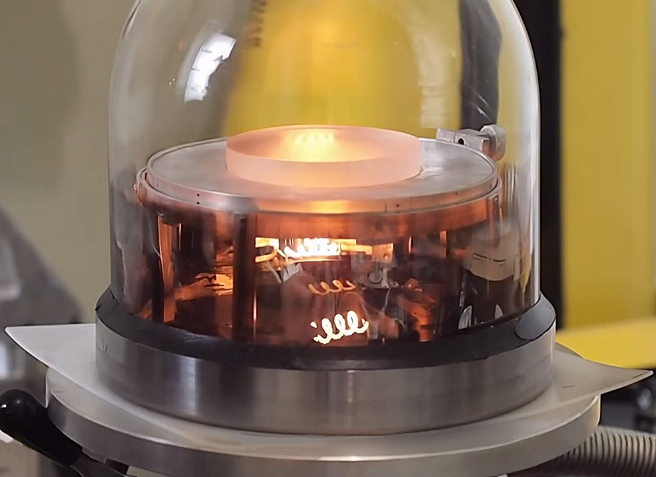
La première technique qui est aussi la plus accessible consiste à déposer le matériau dans un creuset qui est chauffé par une ou plusieurs résistances en filament de tungstène comme on le voit à gauche. Chaque filament peut porter quelques dixièmes de gramme de matériau (oxyde métallique, aluminium pur, etc). Dans une petite cloche sous vide amateur acceptant des miroirs jusque 300 mm de diamètre, il n'y a qu'une seule source de tungstène alors que pour aluminer des miroirs de plusieurs mètres de diamètre, on peut utiliser jusqu'à 350 sources de tungstène. La substance est vaporisée pendant quelques dizaines de secondes à raison d'une épaisseur de 0.8 nm par seconde jusqu'à obtenir l'épaisseur, la réflectivité et éventuellement la bande passante désirées (s'il s'agit d'une couche filtrante ou antireflet). En pratique, le filament ne chauffe que quelques secondes, le temps qu'il soit incandescent afin que le matériau se sublime. Ensuite, l'alimentation de la résistance est coupée et il faut patienter une minute pour que le matériau oxydé se fixe sur la surface. Pendant ce temps, le miroir tourne dans le plan horizontal pour que le dépôt soit régulier. La technique des filaments au tungstène est présentée ci-dessous en vidéos. Elle est notamment utilisée pour réaluminer le miroir de 5 m du télescope Hale du Mont Palomar. Une méthode un peu plus sophistiquée utilise un canon à électrons dont le faisceau de particules est focalisé par un champ magnétique. Les électrons sont porteurs d'une énergie de quelques dizaines d'eV qui va sublimer le matériau sous l'effet de la chaleur et déposer le métal sur la surface à traiter. Contrairement à l'aluminure et aux revêtements classiques qui se réalisent dans une cloche sous vide portée à moins de 100°C et souvent à température ambiante, les couches diélectriques sont déposées à 250°C. Dans certains cas, le substrat est également chauffé pour améliorer la qualité du revêtement. Mais ce n'est généralement pas le cas des miroirs de télescopes, même si les verres de qualité optique sont conçus pour conserver leurs propriétés sur une plage étendue de températures. La troisième technique par ion assisté (IAD) utilise une source d'oxygène ionisé de plus ou moins forte énergie qui va bombarder la couche d'alumine (ou toute autre élément) à l'aide d'un canon à ions afin de fixer l'aluminium sur le substrat. L'oxygène ionisé étant une substance très réactive, il va oxyder l'alumine (ou tout autre diélectrique placé sous vide), la transformant en aluminium. Les fines particules vaporisées vont se déposer sur le substrat à traiter sous la forme de fins cristaux à un taux qui varie entre 1 et 70 nm/s selon le niveau d'énergie et la pression du vide.
Ce film est opaque et dans le cas de l'aluminium, il présente une épaisseur d'environ 100 nm. Les multicouches antireflets à base de silice ou de titane ont une épaisseur variant généralement entre 37 et 137 nm par couche à 550 nm de longueur d'onde, pour une épaisseur totale qui dépasse rarement 500 nm. Par comparaison, certains verres ophtalmiques d'Essilor présentent un revêtement en 7 couches d'une épaisseur totale de 4000 nm soit 4 microns, c'est à peine 25 fois plus fin qu'un cheveux. Parmi les problèmes potentiels ou les limites des techniques à faisceaux d'ions, si la charge énergétique du flux d'ions est trop faible, par exemple inférieure à 1 eV, la couche mince à tendance à être poreuse (la surface n'est pas lisse et dense mais plutôt granuleuse et irrégulière au niveau microscopique), entraînant une diminution de sa densité et par conséquent de son indice de réfraction. Elle sera également sensible à l'humidité. Dans le cas d'une aluminure, si le niveau d'énergie du flux d'ions est insuffisant, le film d'aluminium sera trop mince et risque de ne pas offrir la réflectivité attendue et s'il s'agit d'une couche de protection contre la corrosion ou de renforcement, elle risque de ne pas être assez résistante. Dans tous les cas, qu'il s'agisse de la surface d'un miroir ou d'un revêtement poreux ou trop mince, il faut soit utiliser une énergie relativement élevée, jusqu'à 60 eV chez Spectrum coatings voire même littéralement bombarder le matériau à 500 eV (cf. cet article d'Applied Optics) pour atteindre les propriétés requises, soit il faut renforcer la surface ou le revêtement par une seconde couche et la protéger par une couche antireflet et hydrophobe. On y reviendra. Les propriétés optiques dépendent également de la température du traitement, l'eau pouvant s'infilter dans les pores et s'échapper du revêtement à température élevée, ce qui peut par exemple altérer les propriétés des filtres diélectriques présentant une coupure spectrale brutale ou conduire à la formation de moisissures. Comparée à la technique utilisant une résistance au tungstène, l'assistance ionique offre l'avantage d'utiliser une charge énergétique plus élevée et de s'effectuer à température ambiante. Cela permet de réorganiser la structure du matériau et d'offrir un revêtement plus dense, plus lisse et plus homogène, même lorsque le substrat n'est pas chauffé. Bref, le revêtement adhère mieux au substrat ou aux autres couches et est de meilleure qualité. Nous n'insisterons pas sur les deux dernières techniques, la vaporisation par flux d'ions (IBS) et la pulvérisation cathodique réactive avec un plasma froid d'oxygène ou d'azote (APRS dont voici une thèse sur le sujet en français) car elles exigent des installations onéreuses (dont un magnétron pour l'APRS), le traitement est plus lent et la technique moins souple que les méthodes décrites ci-dessus. A
voir : DIY Vaccum chamber for telescope coating Mirror resurfacing - Moonward Vaccum coating Cloches sous vide en opération
L'ordre des opérations L'aluminure d'un miroir ainsi que l'application des différents revêtements de protection s'opère au cours d'un seul et même processus qui se déroule en plusieurs étapes dont voici un exemple (nous avons pris le cas d'un traitement par assistance ionique à l'aide d'un canon à ions) : 1. - nettoyage du miroir poli à l'air libre avec de l'acide acétique (ou à l'acétone qui en est dérivé) 2. - mise en cloche sous vide primaire à 3x10-5 HPa soit ~2x10-5 Torr 3. - nettoyage ionique de la surface du miroir pour chasser l'humidité et les impuretés 4. - mise sous vide moléculaire à 5x10-6 HPa soit ~4x10-6 Torr 5. - dépôt d'oxyde d'aluminium (Al2O3) qui va former une couche réfléchissant 85% de la lumière 6. - dépôt d'oxyde de zirconium (ZrO 2) afin de renforcer l'aluminium7. - dépôt d'un simple couche ou de l'empilement antireflet à base d'oxyde de Al, Mg, Ti, Zr, Zn, Ta qui augmente le pouvoir réflectif jusqu'à 96% 8. - dépôt d'oxyde de silicium (SiO2) afin de protéger l'aluminium contre l'oxydation 10. - dépôt d'une couche hydrophobe, anti buée. On peut également remplacer les étapes 6 à 8 par plusieurs couches HL d'oxydes de silicium et de titane (SiO2+TiO2) ou par des fluorures (MgF2, LaF3, AlF3, etc) pour les applications dans le domaine UV ou IR. L'ordre dans lequel sont appliquées les couches est également important. Ainsi, si on souhaite renforcer l'aluminium, la couche de zirconium vient juste au-dessus car elle augmente la réflectivité de l'aluminium par interférence constructive. De même, dans le cas d'un multicouche HL de SiO2+TiO2, il est important que la couche en contact avec l'aluminium soit la silice et que la couche en contact avec l'air soit le titane. Si on ne respecte pas cet ordre, la réflectivité va diminuer au lieu d'augmenter par le même phénomène d'interférence mais cette fois destructif. A
voir : Ion
Assisted Deposition on Telescope Mirrors Animation d'une aluminure préparée par Spectrum Coatings
Comment fontionne une cloche sous vide ? L'enceinte comprend deux chambres dont une petite chambre d'accès qui peut être isolée de la chambre principale et contenant un creuset rotatif dans lequel sont placés les différents creusets d'éléments chimiques. Le système est contrôlé par une horloge à quartz programmable qui permet de fixer l'épaisseur de chaque couche à déposer. Lorsque tout est prêt, on place la pièce à traiter dans la cloche sous vide et on réalise le vide au moyen d'une pompe. L'horloge à quartz couplée à une sonde est disposée à coté des pièces à traiter et informe l'opérateur sur l'épaisseur des couches déposées. Lorsque la bonne épaisseur est atteinte, le quartz donne le top pour changer d'élément à évaporer. Un hublot permet de surveiller ce qui se passe dans la cloche. Toutes les étapes se succèdent de manière automatique et chacune dure moins d'une minute. Le creuset rotatif présente chaque produit au traitement sans qu'il soit nécessaire d'ouvrir la cloche. S'il y a un problème technique, on peut repousser le vide dans la chambre d'accès afin de sortir les creusets. Un traitement complet dans une petite cloche adaptée aux miroirs de moins de 600 mm de diamètre dure environ 3 heures, en comptant le nettoyage du miroir et 1 heure pour repousser le vide à 10-6 HPa (7x10-7 Torr). Dans ce genre de traitement, l'opérateur n'a pas droit à l'erreur ou à la demi-mesure; au moindre défaut il faut tout retirer et recommencer. Bien que ce travail ne soit pas complexe, il exige du savoir-faire. Certaines PME n'ont pas toutes les compétences et ne peuvent réaliser que certains types de revêtements (aluminure seule, simple couche, etc). Protection monocouche Un miroir fraîchement argenté ou aluminé (non diélecrique) est fragile et sensible à l'oxydation. Il faut immédiatement le protéger au risque qu'il perde son éclat et ses performances en quelques mois. Dans la foulée, il est utile de le traiter contre les reflets et éventuellement contre la formation de buée. Commençons par le traitement le plus simple, le dépôt d'une seule couche de protection contre la corrosion. Ce traitement consiste à protéger l'aluminure (ou l'argenture) contre la corrosion au moyen d'un antioxydant à base de monoxyde de silicium, SiO. Sous l'effet d'un oxydant, le film de SiO va se transformer en une fine couche de silice (SiO2) dont les propriétés sont similaires à celles du quartz : la couche transparente va durcir et protéger l'aluminure tout en réduisant les reflets de 8%. De plus, la couche de silice a des propriétés hydrophobes et oléophobes qui réduisent les traces d'humidité et de matière grasse. Le même procédé est appliqué sur les optiques photographiques, ophtalmiques et certaines plaques solaires.
Bien que le revêtement monocouche des lentilles et des miroirs ne génère aucune interférence dans la partie visible et UV du spectre, cette technique n'est pas assez efficace car elle ne permet pas de supprimer tous les reflets. Du strict point de vue de sa capacité lumineuse, cela équivaut à utiliser un télescope équipé d'un miroir parfait 5 à 10% plus petit. Ce n'est pas le but recherché. En effet, quel que soit le qualificatif marketing assigné à cette technique (High Reflectivity, etc), il reste des reflets générés par les dioptres et dans l'épaisseur du revêtement qui ne contribuent pas à l'augmentation du pouvoir réflecteur. De plus, cette technique perd toute efficacité lorsque l'angle d'incidence est élevé. Selon des tests effectués par Canon, un monocouche peut même augmenter les reflets sous certains angles. On y reviendra à propos des reflets résiduels. Le revêtement monocouche n'est donc pas optimisé. S'il convient très bien à certains applications spécifiques et aux instruments grand public, l'utilisateur d'une optique de qualité peut exiger mieux, à condition d'y mettre le prix. Dans ce cas, il choisira un traitement multicouche. Ceci nous conduit à détailler le traitement antireflet. Dernière partie
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||












{kind=link}