|
|
|
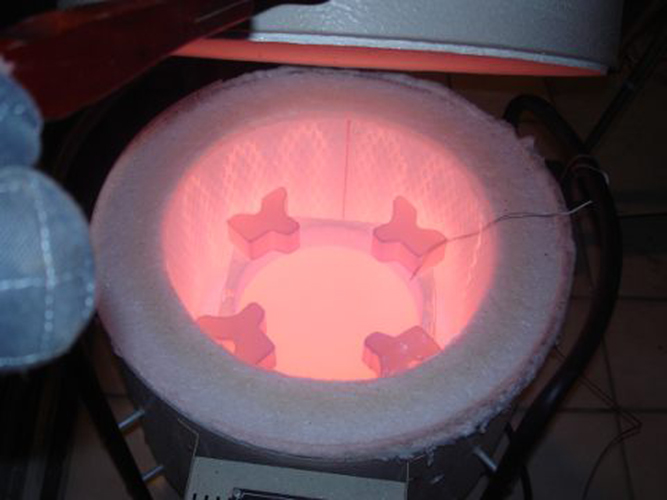
La fabrication du disque brut d'un miroir Cuisson du verre (II) Que se passe-t-il au cours de la cuisson du verre ? Au cours de la montée en température, le verre va ramolir selon une courbe qui dépend de sa composition, de la température et de sa viscosité. La masse de verre va rougir et ramolir vers 550°C dans le cas de verre ordinaire et du Pyrex ou vers 750°C s'il s'agit d'un borosilicate autre que Pyrex. La masse de verre va devenir jaune clair et entrer en fusion et devenir progressivement liquide à partir de 800°C pour le verre sodocalcique, 1180°C pour le verre E6 d'Ohara, entre 1400-1600°C pour les Pyrex, 1300-1700°C pour les vitrocéramiques et vers 1730°C pour les silices et autre quartz. Pour la cuisson de verre sodocalcique trempé ou non trempé, le processus est divisé en quatre étapes (valeurs pour un disque brut jusque 300 mm de diamètre et 40 mm d'épaisseur) : 1°. Après avoir déposé le moule contenant le verre dans le four et fermé le couvercle, on allume le four et on fixe sa température à 500°C, juste au-dessus du seuil de recuit (voir plus bas). La montée en température doit s'effectuer très lentement, à raison de 100°/heure maximum afin d'éviter le choc thermique, source d'hétérogénéités. En effet, le verre est d'un très bon isolant thermique. La température du coeur d'un disque épais va varier plus lentement que la surface. Inversement, lors du refroidissement, le coeur va rester chaud plus longtemps. Cette différence de température dans le verre peut engendrer suffisamment de contraintes pour le fracturer ou même le faire exploser, ce que des amateurs même avertis ont déjà expérimenté. Il est donc important de monter en température très lentement.
2°. Au-dessus de la température de recuit et disons de 500°C, le verre est encore 1019 fois plus visqueux que lo'eau mais est suffisamment plastique pour empêcher le développement de tensions internes. Aussi, lorsque le four est à 500°C, soit au bout de 5 heures voire même davantage, on élève la température à 680-700°C qu'on maintient durant 45 à 60 minutes. Cela permet de réduire le nombre de bulles prisonnières entre les plaques de verre si éventuellement les disques n'étaient pas tout à fait propres. 3°. Si les plaques de verre doivent être dévitrifiées (cas du verre trempé), il faut rapidement dépasser le seuil de vitrification vers 730°C et monter à environ 925°C durant 10 à 15 minutes pour assurer une liaison complète entre les couches de verre. Le verre va commencer à se liquéfier et former une seule masse homogène vers 945°C.
Au-dessus de 1000°C, la viscosité du verre sera très faible, il va devenir pâteux voire liquide, ce qui permettra aux éventuelles bulles d'air prisonnières entre les plaques ou dans les fissures de remonter en surface et s'évaporer. Mais comme du savon chauffé trop rapidement, à partir de 1000°C, le verre risque de déborder du moule avant que les éventuelles bulles ne soient remontées à la surface. Que ce soit du verre sodocalcique ou borosilicaté, il faut donc approcher de la zone de température de liquéfaction ou de fusion avec prudence et uniquement après avoir réalisé quelques tests préliminaires avec de petits échantillons de verre afin de ne pas être surpris par le comportement de la pâte visqueuse à cette température. 4°. Ensuite, on laisse refroidir le verre en descendant rapidement jusqu'à 565°C en évitant de rester dans la zone de vitrification. On descend ensuite jusqu'à la température de recuit (480-455°C) aussi rapidement que le permet le four, éventuellement en ouvrant le couvercle et on maintient cette température durant 16 heures pour un disque de 300 mm. On éteint ensuite le four et on poursuit le refroidissement selon le taux d'inertie du four et du verre jusqu'à refroidissement complet. Pour un petit disque (300/40 mm), en dessous de 455°C, cela dure entre 12 et 24 heures selon la masse de verre. Durant cette dernière phase, il faut impérativement laisser le couvercle du four fermé car le verre doit être le plus homogène possible et ne doit subir aucun choc thermique afin de ne générer aucune contrainte interne. Voici le résumé des opérations de cuisson d'un disque brut en verre sodocalcique :
Voici une autre représentation insistant sur les durées et délais de chaque étape du même planning :
Le refroidissement est une étape clé du processus de fabrication du verre (pas uniquement des disques de miroir). Il est impératif que le taux de refroidissement soit très lent et constant pour éviter la formation de couches hétérogènes et de contraintes. Ceci demande quelques mots d'explications. Les contraintes et le recuit Comme nous l'avons expliqué à propos des spécifications des verres, l'analyse des contraintes est indispensable si on veut éviter des déboires en cours de taille ou de polissage ou des réactions inattendues du verre lors de la mise à température avant ou pendant les séances d'observations. Durant la cuisson du verre, il faut éviter tout choc thermique par une montée trop brutale en température qui risque de briser les plaques de verre et d'emprisonner des bulles d'air entre les plaques et dans les éventuelles fissures. Si ces bulles remontent trop près de la surface, elles poseront des problèmes lorsqu'il faudra tailler et polir le miroir. Si le verre est épais (épaisseur standard d'un miroir), tant que les bulles restent dans la masse et sont profondément enfouies, elles ne posent pas de problème particulier. En revanche, dans le cas de miroirs ultraminces, il est important que durant toute cette étape, la pâte de verre reste homogène, ne contienne aucune impureté, bulle d'air ou trace de cristallation. Tout élément étranger posera des problèmes d'homogéniété et provoquera éventuellement des défauts visibles en surface qu'il faut à tout prix éviter au risque de ne pas pouvoir les éliminer si le disque est peu épais.
Il faut également éviter les contraintes dans le verre. Toute tension mécanique interne risque soit d'altérer l'homogénéité et dilater le verre soit de provoquer la cassure du verre. La meilleure façon d'obtenir un disque homogène et sans contrainte est d'assurer un contrôle strict de la température de cuisson et du taux de refroidissement. En effet, les problèmes liés à la qualité du disque brut trouvent souvent leur origine dans une erreur survenue au cours de la fabrication du verre, au cours de la montée en température, le nom respect d'un palier de température ou lors d'un refroidissement trop rapide. Les zones de contraintes plus ou moins en compression dans le verre peuvent être détectées optiquement simplement par transparence si elles sont bien marquées comme dans l'exemple présenté à droite. Si le phénomène est plus discret, on peut l'observer par biréfringence, en utilisant ce que les verriers appellent un polariscope. Il s'agit d'un polariseur de Foucault dont l'utilisation a notamment été décrite par Karine et Jean-Marc Lecleire dans leur livre "Réalisez votre télescope" (p202). Consultez également l'article de Pierre Strock sur l'utilisation de la lumière polarisée avec ou sans lame quart d'onde (lame de phase) et le cas du miroir fendu de Puimichel. Comme le font les professionnels, on peut supprimer toutes les contraintes internes en effectuant ce qu'on appelle un recuit (annealing en anglais). Cette méthode s'applique aux disques minces comme aux disques très épais. Le recuit consiste à réchauffer lentement le disque brut afin de ne pas provoquer de choc thermique. Selon le type de verre, il faut atteindre une viscosité η ~ 1012 Pa.s ou 1013 poise, correspondant à une température de recuit comprise entre 455-500°C (fixons-le à 480°C en moyenne). A cette température, le verre ne fond pas et le moule n'est pas nécessaire car la chaleur est insuffisante pour ramolir le verre. Le recuit va faire disparaître toutes les hétérogénéités et toute variation éventuelle des propriétés internes du verre. Le recuit dure environ 4 heures pour un disque brut de 200 ou 300 mm de diamètre et 30 à 50 mm d'épaisseur. Pendant tout le processus, il faut absolument éviter d'ouvrir le four pour voir ce qui s'y passe au risque de provoquer un refroidissement trop rapide et de générer de nouvelles contraintes. Ensuite, on laisse refroidir le disque brut le plus lentement possible jusqu'à 425°C. En dessus d'une viscosité η = 1013.5 Pa.s, il n'y a plus de flux dans la masse de verre et le recuit est interrompu. Dans un four portatif d'amateur, le taux de refroidissement est de l'ordre de 50° par heure. Il faudrait un taux de refroissement 50 fois plus lent pour avoir la garantie que toutes les contraintes ont été supprimées mais seule les installations professionnelles peuvent contrôler le refroidissement avec une telle précision. Ensuite, on éteint le four et on laisse le verre se refroidir naturellement selon l'inertie du four jusqu'à la température ambiante.
Défauts et remèdes Après refroidissement, si de nombreuses bulles apparaissent dans le disque brut, cela signifie que les blocs, les fragments ou les plaques de verre ont emprisonné de l'air. C'est la raison pour laquelle il est recommandé de bien laver les verres plats et les plaques de verre trempé avant la cuisson pour éviter que les saletés recouvrant les surfaces n'attirent et n'emprisonnent les molécules d'air. A moins de recuire totalement le verre, il n'y a pas de solution miracle. C'est pourquoi nous avons insisté sur les hautes températures proche de 950-1000°C, où la pâte de verre sodocalcique devient liquide, ce qui facilite la migration des bulles vers la surface où elles pourront s'évaporer. Une fois refroidit, si le disque brut présente encore des traces de contraintes, cela signifie que la montée ou la descente en température à travers la zone de dévitrification n'a pas été assez rapide. Une autre raison est la montée en température jusqu'à 500°C trop rapide au début du processus ou le refroidissement final depuis 500-450°C jusqu'à la température ambiante a également été trop rapide.
Inversement, si le disque brut présente des signes de dévitrification comme on le voit à gauche, cela signifie que la pâte de verre est restée trop longtemps dans la zone 730-830°C ou que la descente jusqu'à la température de recuisson a été trop lente. C'est la raison pour laquelle nous avons précisé qu'après cuisson, il faut descendre très rapidement la température du four jusqu'à environ 565°C sans s'attarder vers 730°C. Certains amateurs n'hésitent pas à ouvrir plusieurs fois le four afin que la température intérieure chute de 200° en quelques minutes. A réaliser avec prudence tant en raison de la chaleur dégagée mais aussi pour ne pas créer de contraintes dans le verre. Si le disque présente des contraintes après le recuit, il faut espérer qu'il n'y en ait pas en surface. Dans ce cas, si l'épaisseur du disque brut le permet, il faut les éliminer avant de tailler le verre avec des abrasifs très durs voire même plus rapidement avec une meule diamantée humide. Il peut éventuellement subsister des contraintes superficielles près du centre dans la mesure où le miroir secondaire cacherait cette zone mais un tailleur de verre consciencieux se doit de les supprimer avant de commencer l'ébauche du miroir. Si la surface du disque brut n'est pas totalement lisse et paraît rugueuse et si les arrêtes sont coupantes après refroidissement, on peut profiter du recuit pour arrondir les arrêtes et effectuer un polissage à chaud de la surface du verre. Pour cela, il faut porter le verre à 700°C jusqu'à ce que les bords s'arrondissent sous la chaleur. Ensuite, on réduit la température jusqu'à celle du recuit (480°C) et on procède comme ci-dessus. Cette méthode permet d'obtenir un "blank" quasiment transparent avec une tranche lisse et brillante. Enfin, s'il n'y a pas de tension particulière dans le verre, si les éventuelles bulles sont en profondeur et qu'il n'y a aucune trace de dévitrification, on peut procéder à l'ébauche du disque brut. Ce sera l'objet de l'article consacré à la fabrication d'un miroir de télescope. Fabrication d'une structure alvéolaire
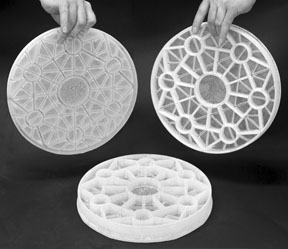
Pour les miroirs de plus de 300 mm de diamètre ou épais de plus de 40 mm, bien que le poids d'un miroir taillé de cette taille soit encore limité à 6-7 kg, afin d'éviter un poids excessif, la masse du verre peut être évidée sous forme alvéolaire, ce qui permet de réduire sa masse d'au moins 50% pour des verres minéraux ordinaires. Nous avons vu à propos des spécifications du Zerodur que ce matériau est tellement résistant qu'il permet d'alléger le miroir de 90% de sa masse. Mais ce n'est pas un matériau à la portée du porte-monnaie de tous les amateurs. En revanche, toujours à partir de chutes de verre, on peut assez facilement fabriquer un disque brut alvéolé (en nid d'abeille) comme celui présenté à droite. Il existe plusieurs manières de réaliser un réseau alvéolé régulier. La machine-outil 3D et l'imprimante 3D La première technique et la plus précise consiste à fabriquer un moule alvéolé dans un bloc de mousse assez dense avec une machine-outil 3D. L'avantage est qu'on peut dessiner une forme aussi complexe qu'on désire par le biais d'un logiciel de CAM/CAM que la machine traduira ensuite en 3D. Avec les imprimantes 3D, cette solution devient lentement accessible aux particuliers. Lorsque cette forme est construite, il suffit de la remplir de plâtre Hydrocal mélangé à de la farine de silice calibre 200 (du quartz broyé jusqu'à 75 microns). Lorsque le moulage est sec, on retire la mousse à l'acétone et on vérifie la qualité des hexagones et la planéité de l'ensemble. Lorsque tout est conforme, on place un séparateur sec sur la sole du four (papier céramique) d'une taille légèrement supérieure à la base du moule puis on fait de même en appliquant un papier céramique sur le pourtour du disque en verre qu'on place ensuite dans le moule qu'on dépose dans le four. On recouvre le moule de la quantité de verre nécessaire pour qu'une fois liquéfié il recouvre les alvéoles sur 20 mm d'épaisseur, la couche nécessaire de verre pour effectuer l'ébauche et le polissage. On procède ensuite à la cuisson. C'est ainsi que fut fabriqué le disque alvéolé présenté ci-dessus à droite. Boulons hexagonaux ou petits pots Il y a également des méthodes manuelles qui ne coûtent pas cher et nécessitent très peu d'outils et d'accessoires. On peut dire qu'à cette étape, c'est à chacun sa méthode selon ses envies où le matériel dont il dispose. On peut par exemple utiliser des gros boulons hexagonaux de 45 mm de diamètre, des verres à boire ou des pots en plastique cylindriques de diamètre équivalent qu'on répartit régulièrement sur un disque sur plusieurs rangées de façon à couvrir toute la surface. Si nécessaire, pour s'assurer que les interstices sont réguliers, on y place des petites tiges de bois de 10 mm de large. On serre le tout afin qu'il n'y aucun écart. On entoure ce montage d'un anneau en céramique similaire à ceui décrit précédemment. Ensuite, on y coule un mélange de plâtre Hydrocal et de farine de silice qui formera notre moule alvéolé. Une fois sec, il suffira de retirer tous les éléments placés dans les alvéoles et de vérifier qu'elles sont bien taillées. On procède ensuite comme ci-dessus. Colonne hexagonale On peut accélérer ce travail en fabriquant non pas directement le moulage alvéolé mais les alvéoles elles-mêmes à partir d'une colonne hexagonale comme on le voit ci-dessous. Ce procédé est celui qui fut utilisé pour fabriquer par exemple le moule réfractaire du miroir de 1.2 m du télescope FLWO du CfA installé en Arizona. Dans ce cas-ci, pour un miroir de 317 mm épais de 38 mm, nous allons placer 5 hexagones en travers du diamètre en laissant un espace de 10 mm entre eux (nous pourrions réduire l'espace entre les hexagones mais pour cela nous aurions besoin d'un verre beaucoup plus résistant). On les répartira ainsi à travers toute le disque en débordant légèrement du périmètre. Nous avons donc besoin d'hexagones mesurent 48 mm de diamètre et de 25 mm d'épaisseur ou de profondeur.
Soit on fabrique une seule colonne hexagonale de 25 cm de long et 48 cm de diamètre qu'on réutilisera soit on fabrique 4 colonnes pour fabriquer tous les hexagones nécessaires. La colonne hexagonale est fabriquée dans un moule en contreplaqué qu'on remplit de plâtre Hydrocal mélangé à de la farine de silice. Lorsque le moulage est sec, on ouvre le moule et on obtient une belle colonne hexagonale. Il suffit ensuite de couper la colonne à la scie diamantée mouillée en tranches régulières de 25 mm dans notre exemple. On applique ensuite un peu de ciment de haut-fourneau (CEM III/A) au dos des hexagones et on les colle sur une feuille de papier céramique placée sur la sole du four. On peut ensuite y déposer le verre et procéder à la cuisson comme nous l'avons expliqué. Cette méthode est bon marché et très rapide. Les vidéos suivantes décrivent ces différentes techniques. A
voir : CNC mold cutting in foam Casting a lightweight hexagon back glass telescope mirror Fabrication de la structure alévoléaire à la machine-outil et en plâtre Hydrocal par M.Davis
Le seul problème des disques alvéolés fabriqués de cette façon, c'est-à-dire dans un bloc monolithique de verre dont la partie supérieure est pleine et sera taillée pour lui donner la forme adéquate, c'est qu'il est pratiquement impossible d'éviter la présence de minuscules bulles d'air à proximité voire sur la surface du disque. Si la cuisson du verre ou le refroisssement n'a pas été régulier et effectué dans les règles de l'art, ces trous peuvent mesurer jusqu'à 1 mm de diamètre. En d'autres termes, vous risquez de tailler ou polir le miroir dans le vide ! C'est un gros défaut qui rend ce miroir inutilisable. Si c'est également vrai pour les grands miroirs et quels que soient les matériaux utilisés, les professionnels disposent de techniques incessibles aux amateurs pour réduire au minimum la présence de bulles dans les disques bruts ou les blocs de verre. A défaut de ces outils, l'amateur n'a pas d'autre choix que d'être inventif pour essayer de contourner ce problème. Le fusing Le fusing est une technique de verrerie qui consiste à assembler par superposition des morceaux de verre collés à froid, puis à porter l'ensemble dans un four à son point de fusion pour former une seule pièce homogène. C'est une technique de thermomorphage couramment utilisée par les verriers pour souder deux verres ensembles (par exemple un verre transparent et un verre craquelé). Une solution ingénieuse consiste à mouler la forme alvéolée séparément sans fermer les alvéoles. La structure est ainsi ouverte des deux côtés. On fond ensuite une feuille de verre au-dessus dont la surface sera ensuite taillée et polie. Cette technique du fusing élimine totalement le risque de tailler ou de polir dans des bulles d'air dans les disques bruts alvéolés ou cellulaires. Si elles existent, elles sont enfouies en profondeur, dans la stucture alévolaire et n'auront aucun impact sur la qualité de la surface du miroir. La couche de verre posée sur le support alvéolé étant plus mince (15 à 20 mm), on peut se permettre d'effectuer la montée en température jusqu'à environ 500°C (où le verre commence à perdre sa consistance) en 1 heure. Ensuite, il faut rapidement réaliser le fusing puis le thermoformage. La durée de cuisson dépend de l'épaisseur du verre selon la formule : Temps de cuisson = 50 * Epaisseur / 3 Pour un verre de 20 mm d'épaisseur, la durée est de 333 minutes soit 5.5 heures de cuisson. Il faut compter le même temps pour refroidir très lentement le disque jusqu'à 455°C environ afin d'éviter la formation de contraintes et de tensions internes, soit encore 5.5 heures. On pourra seulement ensuite éteindre le four et laisser le disque se refroidir selon l'intertie du four, ce qui peut durer 24 heures. Voici le tableau récapitulatif du fusing :
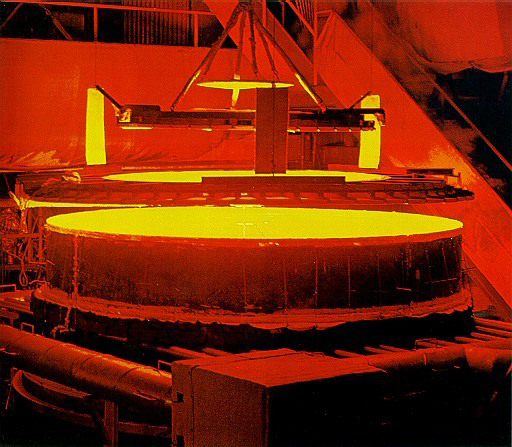
Comme tout collage de verre, plusieurs conditions doivent impérativement être respectées : - Utiliser des verres ayant les mêmes propriétés voire issus du même lot (en tout cas fabriqués par le même verrier) En effet, si les verres ne sont pas compatibles, ils présenteront des coefficients de dilatation thermiques différents. Lors du refroidissement, les deux verres font se figer à des températures différentes, engendrant des tensions internes. Le disque paraîtra résistant mais au moindre choc thermique, il risque de se casser. - Utiliser des verres très propres pour éviter que des bulles restent emprisonnées entre le support et le disque de verre pendant la cuisson - Assembler les deux verres avec précision. Tout décalage sera forgé dans le verre et devra être poli à la meule diamantée. Mieux vaut donc utiliser un moule calibré aux dimensions exactes du disque final et bien serré contre les verres. Veillez toujours à placer une feuille de papier céramique entre le verre et le moule. A propos des miroirs de grands diamètres et ultralégers De nos jours, il est rare qu'on fabrique encore des miroirs monolithiques de plus de 2 m de diamètre (D). La première raison est que leur épaisseur (h) augmente dans un rapport h2/D3, portant leur poids à plus de 100 tonnes pour un miroir de 10 m de diamètre ! La seconde raison est qu'il faudrait plusieurs années pour qu'un miroir de cette taille se refroidisse sans former d'hétérogénéités et de bulle d'air. C'est pourquoi de nos jours, tous les miroirs primaires des télescopes géants sont constitués de miroirs segmentés, plus faciles et plus rapides à construire ou de miroirs ultraminces et souples.
Dans le cas du miroir d'un grand télescope, les professionnels réduisent le risque d'apparition de contraintes mécaniques et thermiques en procédant de deux manières. D'une part, comme nous l'avons expliqué, le verre ou la vitrocéramique est cuit en deux étapes : la première sert à cuire de grands blocs de verre (le "mother blank") qu'on répartit ensuite dans des cassettes ou des moules au gabaratit de la future pièce optique à façonner que l'on va recuire. Ce recuit qui dure plusieurs semaines permet d'homogénéisé les éventuelles tensions apparuent dans la pâte de verre grâce à un contrôle strict de la température et du processus de cristallisation. On profite également de cette étape pour retirer les couches supérieures de la pâte de verre qui se cristallisent. Ensuite, après le recuit, les verriers s'assurent que la température du coeur et de l'extérieur restent pratiquement identiques tout au long du refroidissement afin d'éviter la trempe (formation d'un coeur dont les propriétés diffèrent du reste de la masse). Le taux de refroidissement varie entre 1°/heure et 6°/heure, soit 10 à 50 fois plus lente qu'une installation amateur, et doit être identique au taux initial pour éviter toute hétérogénéité. Pour les vitrocéramiques en Zerodur, le principe est similaire mais les matériaux de base sont d'abord mis dans un fourneau et sont montés en température. On introduit ensuite dans la masse un agent de nucléation à base de métaux ou d'oxydes afin que la céramique forme des microcristaux en cours de cuisson. A voir : LSST Mirror Casting Gallery Fabrication du miroir de 8.4 m en verre E6 Ohara du télescope LSST
La céramique est ensuite portée à environ 800°C afin que les microcristaux (~50 nm) se figent dans une phase vitreuse, étape qu'on maintient à température jusqu'à obtention d'un mélange homogène avant de réduire la température. On procède ensuite au recuit comme précédemment en contrôlant attentivement la cristallisation puis on laisse le matériau se refroidir très doucement sous contrôle. A cette étape, le matériau présente un coefficient de dilatation thermique de 3x10-6/K. Enfin, on procède à la céramisation qui peut durer plusieurs mois. On laisse ensuite la pâte refroidir. Plus le verre se refroidit plus les contraintes mettent du temps à disparaître. Cette étape est tellement lente qu'un tel miroir met plusieurs mois pour se refroidir contre 24 heures à 3 jours seulement pour un disque brut monolithique de 300 mm de diamètre et 40 mm d'épaisseur. Ce procédé de fabrication très complexe qui dure au total plusieurs années et fait appel à des compétences très spécifiques garantit l'excellente qualité des miroirs en vitrocéramique Zerodur et autre ClearCeram. A voir : Dream Cellular - Optic Wave Labs Miroirs légers à structure cellulaire
Un autre solution consiste à utiliser des miroirs ultraminces (par ex. 25 mm pour 1.5 m de diamètre pour le dobsonien de Russel Genet, 17.7 cm pour un miroir de 8.2 m du VLT de l'ESO). L'inconvénient est qu'ils se déforment facilement sous les contraintes et exigent soit un barillet sur leviers astatiques (cf. cette étude de Pierre Strock) soit ils doivent être supportés par des centaines d'actuateurs. Dans les deux cas, les déformations de surface restent limitées à un écart RMS de l'ordre de 10 nm. Il est même dix fois inférieur avec les optiques adaptatives. Grâce aux miroirs alvéolés, nous sommes passés d'un poids de 40 tonnes à 20 tonnes dans le cas du miroir de 5 m du télescope du mont Palomar. Les miroirs cellulaires proposés par Dream Celullar pèsent le tiers des miroirs monolitiques équivalents. Pour le lecteur qui désire aller plus loin, nous verrons dans un autre article la fabrication d'un miroir de télescope depuis l'ébauche jusqu'à l'aluminure. Je remercie Michael Davis pour sa collaboration à l'illustration de cet article et ses conseils techiques. Pour plus d'informations Sur ce site Jean Texereau et la construction du télescope d'amateur Spécifications des verres utilisés en astronomie La fabrication d'un miroir de télescope Les revêtements des miroirs de télescopes Coatings, revêtements antireflets et dispersions (des lentilles) Livres Réalisez votre télescope, Karine et Jean-Marc Lecleire, Distrib.Burillier, 1998 (voici le sommaire) Construire en verre, Collectif, PPUR, 2001 Les verres et l'état vitreux, J. Zarzycki, Masson, 1982/1997 Céramiques et verres: principes et techniques d'élaboration, Jean-Marie Haussonne et al., PPUF, 2005 Glass-ceramics, P.W. McMillan, Academic Press, London, 1964/1979 Falling Glass: Problems and Solutions in Contemporay Architecture, P.Loughran, Birkhauser, 2003 Densité des matériaux (PDF) Tableau périodique des éléments, Periodic Table, Webelements Forum Forum Astrosurf, section Astronomie pratique Forum Futura-Sciences, section Physique Vidéos C'est pas sorcier : le verre, 2012 A la découverte de la magie du verrière, Cristallerie d'Arc La verrerie des chercheurs, Espace des Sciences Caractéristiques des verres Le verre et son histoire, Infovitrail Les verres industriels, Société Chimique de France Fabriquer du verre, Wikihow Description de la fabrication d'un miroir Welcome to Mike's Telescope Workshop (projet complet), Michael Davis Building my 8" Bino-Scope (projet complet), James Lerch Casting a Large, Light-Weight Telescope Mirror from Recycled Glass (PDF), Michael Davis The Joy of Miror Making, Mel Bartels Tools, Tips and Tricks to Get Things Done... and Have Some Fun !, Dave Bross (découpe du verre) Fours électriques et à gaz Fours d'occasion, Céramique Poterie Ceradel (Porcelaine Ombre et Lumière) Rohde (Ceram Décor Lyon) Izuni (Adam Pyrométrie) Matériel Scies à ruban : CE Professional BS 61, FOX F28-194B, Jean L'Ebeniste BS480, Exapro, LBV, Le Coin du Pro Scie à ruban en location : Zilok (F), Fievet Fils Location (B), Boels (L) Dalles réfractaires : Fédéral Technique, Rath Ciment de haut-fourneau CEM III/A : Holcim (BigMat) Papier céramique : Perles and co Vêtements réfractaires : Final Materials Thermomètre digital : PCE France. Retour aux Rapports techniques
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||